Устройство коробки передач ЗИЛ 130 и принцип работы: чертеж и схема переключения, ремонт КПП своими руками с фото и видео
Принцип работы и ремонт коробки передач на ЗИЛ 130


Коробка передач ЗИЛ 130 представляет собой агрегат, отличающийся от КПП в других автомобилях. Садясь за руль этой машины, водитель должен знать, как переключаются скорости и какова схема работы агрегата в целом. Об устройстве и ремонте, а также уходе за трансмиссией отечественных грузовиков мы расскажем ниже.
Как устроена КПП ЗИЛ 130?
Как работают синхронизаторы?
Ремонт своими руками
Как выполнить сборку узлов трансмиссии?
Как выполнить сборку трансмиссии?
Проверка работы КПП
Уход за коробкой передач
Видео «Дефектовка коробки передач ЗИЛ 130 своими руками»
Комментарии и Отзывы
Как устроена КПП ЗИЛ 130?
Сначала разберем устройство коробки передач автомобиля ЗИЛ 130. Эти машины оснащаются пятиступенчатыми трехкодовыми механическими трансмиссиями. Агрегат имеет пять скоростей для передвижения вперед, а также одну передачу для движения задом. В трансмиссии используется два синхронизирующих устройства инерционного типа для включения передач 2 и 3, а также 4 и 5. В картере агрегата на подшипниковых элементах устанавливается первичный вал, называющийся ведущим. Он выполнен в сборе с косозубой шестеренкой и зубчатым венцом для включения передачи 5.

Схема устройства трансмиссии на ЗИЛ
В расточке вала монтируется роликовое подшипниковое устройство цилиндрического типа. На эту деталь передней стороной ставится вторичный шкив. На чертеже показано, как снизу картера монтируется промежуточный вал, где зафиксирована еще одна шестеренка под номером 1. Она расположена в зацеплении с такой же шестеренкой, отмеченной номером 4, только расположенной на ведущем валу. На промежуточном шкиве устанавливаются еще три аналогичных элемента. Они отмечены номерами: 17 для задней, 15 — для передачи 1.
На шлицевых элементах вторичного вала имеется прямозубая шестеренка под номером 11, она предназначена для активации первой и задней скорости. Здесь же располагаются зубчатые каретки синхронизирующих устройств 5 и 9. Косозубые шестеренки, вмонтированные на вторичном валу, используются для активации второй скорости (элемент под номером 10), третьей (деталь под номером 7) и четвертой передачи (шестеренка 6). Они установлены так, что находятся в постоянном зацеплении с такими же элементами промежуточного вала. Снизу картера агрегата жестко зафиксирована ось под номером 13, на этом элементе с помощью роликовых подшипниковых устройств цилиндрического типа монтируется блок с прямозубыми шестеренками задней скорости (номер 12 на схеме).
Большая шестеренка на блоке устанавливается так, что работает в постоянном зацеплении с элементом 17, вмонтированном на промежуточном валу. Внутренняя составляющая картера наполняется расходным материалом — трансмиссионной смазкой. Эта часть закрывается защитной крышкой, в которую монтируется механизм переключения скоростей.
Схема переключения
Чтобы понять, как переключать и регулировать в машине скорости, ознакомьтесь с фото схемы.

Схема переключения селектора на КПП ЗИЛ
Как работают синхронизаторы?
Теперь разберем, как переключаются скорости в кинематической коробке передач ЗИЛ 130 и принцип действия синхронизаторов и шестерен. Когда водитель выживает первую скорость, шестеренка под номером 11 начинает передвигаться по шлицам и входит в зацепление с элементом под номером 15 первой передачи, расположенным на промежуточном валу. От первичного вала посредством шестереночных деталей постоянного зацепления, отмеченными номерами 4 и 1, а затем на устройства 15 и 11, передается крутящий момент на вторичный шкив. Передаточное число в данном случае составляет 7,44.
Когда активируется вторая скорость, муфта, расположенная на синхронизаторе 9, попадает в зацепление с внутренними зубчиками шестеренки под номером 10 передачи 2. В результате того, что этот компонент уже вошел в зацепление с деталью под номером 16 на промежуточном валу, то передача крутящего момента будет осуществляться от первичного вала через шестереночные элементы 4 и 1, а также 16 и 10. Передаче усилия на вторичный вал будет способствовать и зубчатая муфта синхронизирующего устройства. Передаточное число соответствует 4,1.
При активации водителем передачи 3 муфта данного устройства покидает зацепление с шестереночным элементом 10 и передвигается по шлицам, в результате чего взаимодействует с зубчиками шестеренки 7. В этот момент она уже находится в зацеплении с деталью под номером 18 третьей скорости промежуточного узла. Усилие от первичного шкива будет поступать посредством шестереночных деталей под номерами 4 и 1 зацепления, а также через элементы 18 и 7 третьей скорости. Через зубчатую муфту синхронизирующего устройства крутящий момент поступает на первичный вал. Передаточное число составляет 2,29.
О ремонте коробки передач ЗИЛ узнайте из ролика, снятого каналом Все о технике и не только.
Когда водитель включает четвертую передачу, работать начинает синхронизирующее устройство 5. Муфта этого механизма под воздействием начинает двигаться и попадает в зацепление с зубчиками шестеренки под номером 6. На момент взаимодействия она располагается в зацеплении с шестеренкой под номером 19 четвертой скорости на промежуточном валу. Передача усилия осуществляется от первичного шкива через шестереночные детали на вторичный вал. Параметр передаточного отношения составляет 1,47.
Когда включается передача 5 муфта синхронизирующего механизма покидает зацепление с шестеренкой под номером 6 и, перемещаясь по шлицам, начинает взаимодействовать с внутренними зубчиками, расположенными на четвертой детали первичного вала. В результате два вала — ведущий и вторичный — образуют собой единую конструкцию, выполняющую передачу усилия на карданную передачу транспортного средства. Что касается задней передачи, то при ее активации в работу вступает специальная шестеренка-каретка, отмеченная номером 11. Она начинает перемещаться по шлицам вправо и взаимодействует с шестереночным элементом под номером 12, который расположен на специальном блоке. В момент зацепления больший элемент механизма уже находится в зацеплении с деталью 17 на промежуточном шкиве. Передача усилия от ведущего вала производится посредством шестереночных устройств 4 и 1, 17 и 12’, 12’’ и 11 на вторичный шкив. В ходе передачи крутящего момента меняется направление вращения.
Ремонт своими руками
При возникновении неисправностей и поломок в работе кулисы или другого элемента коробки отбора мощности единственным вариантом устранения неполадок будет отремонтировать агрегат. Для выполнения ремонта надо разобрать КПП ЗИЛа с дизельным двигателем, заменить вышедшие из строя компоненты, после чего произвести сборку всех узлов.
Чтобы произвести ремонт самостоятельно, вам потребуется специальный стол со стендом, без него сборка деталей трансмиссии невозможна.
Канал Mudo в своем ролике показал, как выполнить замену подшипника и сальников на первичном валу КПП.
Как выполнить сборку узлов трансмиссии?
Сначала собирается ведущий вал:
- Выполните сборку шарикового подшипникового устройства, для этого стопорное кольцо надо установить в канавку элемента.
- Подшипниковая деталь устанавливается в специальное место на первичном валу. При установке учтите, что выточку элемента надо обратить наружу.
- Когда первичный вал размещается на специальном столе пресса, выполняется напрессовка подшипникового устройства с помощью приспособления. Для выполнения задачи потребуется оправка, ей надо до упора забить подшипник на шейку вала.
- Используя динамометрический ключ, закрутите гайки, при этом соблюдайте усилие 20 кГм. Для предотвращения случайного откручивания бортик детали надо устанавливать в паз первичного вала.
- Когда узел будет установлен на столе, солидолом обработайте внутренние гнезда шестеренки. Затем на место можно установить роликовые подшипники. Учтите, последний ролик надо вмонтировать свободно, чтобы не было натяга. Когда процедура монтажа завершена, следует выполнить диагностику, насколько свободно вращаются роликовые элементы. Они должна перемещаться свободно, но не выпадать из места монтажа.
- Выполняется установка стопорного кольца в посадочное место, когда все ролики будут вмонтированы.
- Прежде чем начать процедуру сборки синхронизирующих устройств второй и третьей скорости, в приспособление надо установить три опоры фиксирующего устройство. При этом фрезерованную поверхность опоры необходимо установить наружу.
- Когда опоры будут на месте, вам надо добиться совмещения отверстий на них. После этого на наружные поверхности выполняется запрессовка колец.
- Выполняется сборка трех креплений, для этого используются пружинка и шарики. Они монтируются в специальное место, расположенное на каретке. По аналогичной схеме выполняется сборка второго кольца, которое впоследствии устанавливается на блокирующие пальцы.
Для сборки промежуточного вала выполняется запрессовка шестеренок:
- На шлицевые элементы узла надо нанести слой смазки.
- Производится монтаж шпонки, а также шестереночного элемента второй скорости в паз.
- Для фиксации вала потребуется специальный стенд. Усилие, которое требуется для надежного крепления, обеспечивается благодаря штоку тормозной камеры, которая управляется посредством рукоятки, установленной на пневмокране. Если вы выполняете задачу запрессовки самостоятельно, то вам надо установить ее на вал до упора.
Пользователь Владимир Пивинов показал в ролике, как выполнить ремонт коробки передач, если вылетает пятая скорость.
Ведомый вал собирается так:
- Выполняется монтаж вала на приспособление на столе, при этом его резьба должна быть направлена вниз. На шлицы механизма наносится слой смазки, обычно для этого используется масло для коробки передач.
- Затем на шлицы производится монтаж шестеренки первой скорости. При установке учитывайте, чтобы кольцевой паз ступицы был направлен в сторону переднего конца первичного вала. Обязательно проверьте правильность сборки узла свободным ходом шестеренки, она должна перемещаться по шлицевым элементам свободно.
- На шейку наносится слой смазочного вещества, после чего на вал производится монтаж шестеренки второй скорости. В этом случае зубчатый венец детали был направлен в сторону переднего конца вторичного шкива.
- Используя солидол, смазывается упорная шайба и устанавливается в посадочное место со стопорным кольцом. Учтите, зазор между деталью и боковой поверхностью ступицы должен составить не более 0,1 мм. Выполните диагностику правильности монтажа механизма на шейке вала, вращайте шестеренку рукой. Она должна перемещаться свободно.
- Синхронизирующее устройство скоростей 2 и 3 монтируется на вал таким образом, чтобы выточка на боковой части каретки располагалась в сторону шестеренки передачи 2. На шейку наносится слой смазочного материала, а затем на ведущий вал производится установка шестеренки скорости 3. При монтаже шлицевое отверстие необходимо направить в сторону синхронизирующего устройства.
- Теперь надо нанести слой солидола на упорную шайбу шестеренки скорости 3, после чего элемент монтируется на вал. Производится напрессовка втулки посредством ударов молотка по оправе. Необходимо, чтобы упорная шайба была плотно зажата между самой втулкой и буртиком, расположенном на ведомом валу.
- Нанесите слой смазочного вещества на шейку вала и установите на место шестеренку четвертой скорости. Проверьте правильность монтажа, вращая деталь вокруг своей оси.
- На упорную шайбу шестеренки скорости 4 нанесите слой солидола. Установите ее в посадочное место вместе со стопорным кольцом. Зазор в этом случае должен быть не более 0,1 мм между боковой частью фланца и самой шайбой. Выполните монтаж синхронизирующего устройства скоростей 4 и 5 на ведомый вал. Попробуйте переместить каретку по шлицевым элементам. Если она передвигается свободно, то монтаж выполнен верно.
Пользователь Василий Панченко в своем ролике показал, как выбивает первичный вал на ЗИЛовской трансмиссии.
Процедура сборки и разборки механизма переключения коробки передач выполняется с помощью специального приспособления.
Найти такой прибор в продаже проблематично, его следует искать на СТО:
- В устройстве надо закрепить крышку трансмиссии. На торце приспособления есть отверстие, в него монтируется заглушка путем запрессовки с помощью молотка и оправки, удары выполняются по центру.
- Выполняется сборка сапуна, после чего он закручивается в крышку.
- Запрессовываются две установочные втулки, для этого используется молоток.
- В специально предназначенные гнезда под крепления выполняется установка пружин фиксаторов.
- В левое отверстие монтируется шарик, который утапливается в посадочное место бородком.
- Далее, выполняется монтаж шток для переключения первой и задней скорости. Непосредственно до монтажа на деталь надо нанести слой трансмиссионной жидкости.
- Установите шток внутрь крышки так, чтобы он вошел в положение, при котором отверстие крепления перекроется. Этого можно добиться резким движением. На самом штоке надо установить вилку и головку штока скоростей 1 и 2. Монтаж вилки осуществляется таким образом, чтобы ступица была направлена в сторону отверстий, в которые производится монтаж заглушек.
- Шток перемещается по оси так, чтобы шар крепления и канавка нейтральной скорости совпали друг с другом. Остается установить два других штока, их монтаж выполняется аналогичным образом. Непосредственно до монтажа компонентов производится установка блокировочных шариков. Эти элементы ставятся парами.
- Плотно закрепляются предохранительные головки, а также вилка, для этого используются стопорные болты. После фиксации болтики шплинтуются проволокой. Затем производится монтаж заглушек.
Последний узел, который остается собрать, это рычаг переключения трансмиссии:
- Картер селектора монтируется в специальный девайс либо обычные тиски.
- Стопорный элемент монтируется в отверстие на картере агрегата. Затем на селектор надевается чехол и он устанавливается на место.
- Слоем солидола надо обработать шаровую поверхность. За выступы, расположенные на картере, надо завести пружинку селектора, они монтируются на хвостовик с опорой шаровой составляющей.
- Далее, надо собрать промежуточный рычаг скоростей 1 и 2. При выполнении задачи в устройство надо вмонтировать предохранительный элемент и пружинку, а также шайбу, которая крепится шплинтом.
- Слоем солидола надо обработать ось рычага, после чего он монтируется в промежуточный вал.
- Когда вы демонтируете механизм из приспособления, на картер монтируется защитный чехол.
- Гайкой надо зафиксировать шаровую рукоятку на самом рычаге. На крышке коробки передач, используя герметик или клей, крепится прокладка. Предварительно на нее надо нанести слой резиновой смолы.
- Производится монтаж промежуточного элемента в прорезь, расположенную на головке штока. Другая часть рычага монтируется в паз вилки. В итоге надо закрепить картер рычага на коробке, для этого потребуется специальное крепление с пружинными шайбами.
Как выполнить сборку трансмиссии?
Чтобы установить и произвести сборку всех компонентов в один агрегат, нужно использовать специальные стенды, которые оснащены одним или несколькими постами:
- Выполняется крепление сменной головки на картере коробки передач. Используя тельфер на стенде, зафиксированную деталь надо передвинуть к месту, где будет выполняться сборка. Все компоненты и детали подготовьте заранее и положите их рядом.
- Надо закрыть все отверстия. Пробка монтируется в заливное отверстие, а в сливное устанавливается заглушка с магнитом, который используется для сборки продуктов износа.
- Производится монтаж стопорного кольца на картере, для установки используйте пассатижи.
- Выполняется установка подшипникового устройства на промежуточный вал. Когда устройство будет вмонтировано, вместе с шестеренками его надо поставить в картер. Сначала устанавливается задняя часть детали, затем монтируется передний конец.
- Выполняется запрессовка стопорного кольца к задней части вала, когда этот элемент будет установлен на подшипниковое устройство. С помощью оправки задняя часть вала монтируется на картер. Динамометрическим ключом надо затянуть гайку на резьбе шкива. После этого торец гайки следует вдавить в паз. В результате монтажа в картер вал должен без проблем вращаться рукой. Если это так, то процедура установки и сборки выполнены верно. Крышка монтируется в специально отведенное место с фиксацией крепления, собранного с шайбами и прокладками. Когда монтаж завершен, динамометрическим ключом надо затянуть гайку с усилием не более 3,3 кГм.
- Теперь выполняется сборка блока шестеренок задней передачи. Для этого распорную втулку необходимо поставить между подшипниковыми устройствами, расположенными в блоке. Для монтажа используется специальное отверстие. Ось самого блока необходимо установить в посадочное место на картере.
- Выполняется запрессовка с помощью молотка. Она выполняется до тех пор, пока торцевая часть канавки не упрется в плоскость картера. Стопор при этом надо установить так, чтобы он попал в канавку. Его фиксация производится с помощью ключа, усилие должно быть не более 2 кГм.
- Выполняется сборка крышки люков. Производится монтаж фиксатора с шайбами, а также уплотнителей на картере. При помощи оправки производится монтаж заглушки в специальное отверстие. Уплотнительные элементы монтируются непосредственно на выточке, расположенной в месте монтажа роликового подшипника.
- Затем выполняется сборка ведомого вала. Для этого он устанавливается в картере коробки передач. На подшипниковое устройство, расположенное сзади, производится монтаж стопорного кольца, для этого потребуется специальное приспособление.
- Производится установка подшипника со стопором на сам вал. При установке выточку надо вывести наружу. С помощью молотка и оправки выполняется установка детали на вал и в картер. Шестеренку спидометра необходимо установить на конец промежуточного шкива, выступающего из картера. После этого данный элемент запрессовывается в подшипник до упора, для этого потребуется оправка.
- Что касается сборки ведущего вала, то он устанавливается с подшипниковым устройством в картере. В ходе монтажа следует установить один конец вала в отверстие, расположенное на промежуточном шкиве. Для монтажа демонтируйте технологическую оправку. При помощи оправки выполните запрессовку вала с подшипниковым элементом. Установите крышку, а также уплотнительный компонент. Сама крышка крепится с помощью фиксатора.
- Для монтажа механизма переключения скоростей шестеренки следует поставить в нейтральное положение. На этих элементах, а также в муфте имеются специальные пазы, выполненные в виде колец. В них производится монтаж вилки.
- Затем с крышкой производится установка прокладки. Вместе с креплением выполняется фиксация узла к картеру агрегата. Когда процедура будет завершена, следует произвести диагностику сборки. Возьмитесь за хвостовик первичного узла и прокрутите его. Если все сделано правильно, то элементы будут без проблем прокручиваться.
Пользователь Андрей Свердлов в своем ролике рассказал, какие нюансы следует учесть при сборке трансмиссионного агрегата ЗИЛ.
Проверка работы КПП
Для выполнения диагностики и регулировки коробки передач необходим специальный стенд, схема которого приведена на картинках выше. В раме этого приспособления монтируется привод, а также устройство для обеспечения нагрузки и емкость для трансмиссионной жидкости. Благодаря гидравлическому регулятору, который ставится на крышке, выполняется замер параметра нагрузки. При помощи нескольких зажимов производится установка коробки передач к кронштейну.
К электрическому мотору посредством муфты подсоединяется ведущий вал. Он соединяется с трансмиссией посредством карданного вала, при этом помпа подключается к емкости для смазки с помощью патрубка. Регуляторное устройство подсоединяется к нагнетательному трубопроводу. По параметрам, которые выдает это приспособление, выполняется контроль уровня нагрузки, создающегося под воздействием гидравлического тормоза.
В корпусе регулятора имеется специальное отверстие, в которое устанавливается гильза. В этом устройстве имеется стальная пробка с внутренним каналом, по которому подается смазочная жидкость от помпы. На боковой части имеется рукоятка, а если надо установить пробку в определенное положение на скорости, применяется специальное крепление. В какое именно положение установить рычаг для диагностики коробки передач, определяет градуированный диск, расположенный ниже рукоятки.
Гильза с пробкой соединяется посредством семи каналов, в одном из которых монтируется предохранительный клапан. Он предназначен для защиты трансмиссионной системы при увеличении давления смазочного вещества выше положенного предела. В других каналах устанавливаются кольца и жиклеры, размер сечения последних определяется при настройке стенда. Сами каналы закрываются посредством пробок с отверстиями, через которые смазочный материал поступает в емкость. Для диагностики работоспособности агрегата на определенной скорости надо провернуть рукоятку, что способствует образованию сопротивления. Диагностика работы коробки передач обязательно выполняется на стенде, перед выполнением задачи необходимо заменить рабочее масло в агрегате.
Уход за коробкой передач
Выполняя разборку и ремонт или меняя рабочую жидкость в системе трансмиссии, нельзя допустить попадания в агрегат загрязнений, пыли, продуктов износа. Это может привести к заеданию шестеренок, которые вращаются на первичном валу. Магнит, расположенный на пробке сливного отверстия, подлежит очистке при каждой замене жидкости. Также желательно выполнять промывку каналов сапуна, установленного в винт на креплении крышки. Если эти каналы будут забиты, это приведет к увеличению давления в трансмиссии и утечке рабочей жидкости.
Видео «Дефектовка коробки передач ЗИЛ 130 своими руками»
Канал Разные Мысли предоставил ролик, в котором подробно описан процесс дефектовки элементов трансмиссионного агрегата.
ЗИЛ-130. Коробка передач. Часть 1
Первый этап разборки МКПП
На первом этапе МКПП ЗИЛ-130 разбирается на узлы. Эта операция производится на поворотном стенде (рис. 1). Конструкция стенда позволяет единовременно зафиксировать пять КПП. Для фиксации коробки 1 используются зажимы 2 и 3. С помощью специальной рукоятки 4 осуществляется ее разворот в оптимальное положение для проведения этой технологической операции.
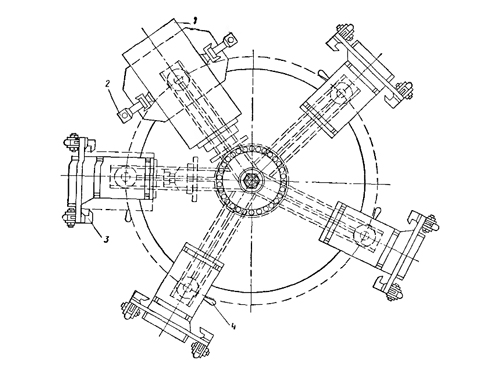
Рис. 1. Поворотный стенд для разборки коробки передач
- Для демонтажа механизма (рис. 2) переключения МКПП и снятия прокладки 23 требуется выкрутить крепеж 15 и 2, а также пружинные шайбы 6.
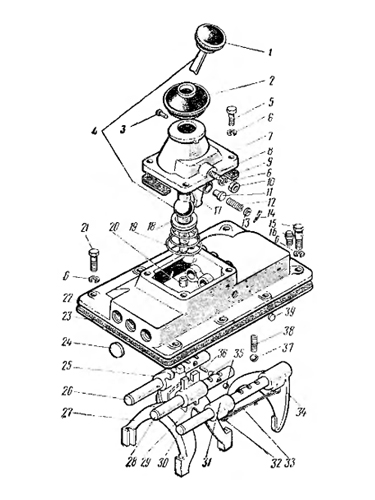
Рис. 2. Детали механизма переключения коробки передач:
1 – рукоятка рычага переключения передач; 2 – чехол рычага; 3 – стопор рычага; 4 – рычаг переключения передач; 5, 15 и 21 – болты; 6 – пружинные шайбы; 7 – картер рычага переключения передач; 8 – ось промежуточного рычага; 9 и 23 – прокладки; 10 – гайка оси; 11 – предохранитель включения заднего хода; 12 – пружина предохранителя; 13 – шайба предохранителя; 14 – шплинт; 16 – сапун; 17 — промежуточный рычаг переключения первой передачи и заднего хода; 18 – опора рычага; 19 – пружина рычага; 20 – установочная втулка картера рычага; 22 – крышка коробки передач; 24 и 39 – заглушки; 25 – вилка переключения второй и третьей передач; 26 – шток переключения второй и третьей передач; 27 — вилка переключения четвертой и пятой передач; 28 – шток переключения четвертой и пятой передач; 29 и 33 – шплинтовая проволока; 30 – шток переключения первой передачи и заднего хода; 31 – головка штока переключения первой передачи и заднего хода; 32 – стопорный болт; 34 – вилка переключения первой передачи и заднего хода; 35 – шарики замка штоков; 36 – штифт замка штоков; 37 – фиксаторный шарик; 38 – пружина фиксатора
Второй этап разборки МКПП
На втором этапе разбираются узлы МКПП ЗИЛ-130 (рис. 3).
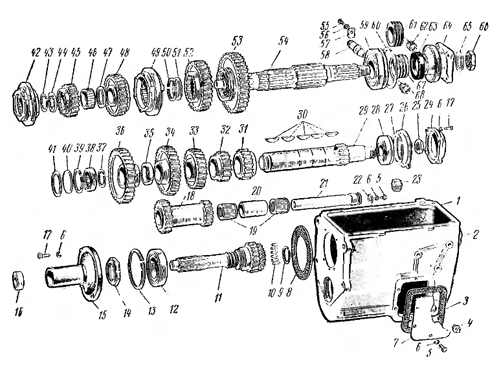
Рис. 3. Детали коробки передач:
1 – картер коробки; 2, 3, 8 и 26 – прокладки; 4 – пробка спускного отверстия с магнитом; 5, 17 и 55 – болты; 6 и 56 – пружинные шайбы; 7 – крышка люка; 9, 13, 27, 37, 39, 43, 50 и 60 – стопорные кольца; 10, 19 и 38 – роликовые подшипники; 11 – ведущий вал; 12, 16, 28 и 59 – шариковые подшипники; 14 – гайка подшипника ведущего вала; 15 – крышка подшипника ведущего вала; 18 – блок шестерен заднего хода; 20 и 35 – распорные втулки; 21 – ось блока шестерен; 22 – стопор оси; 23 – пробка маслоналивного отверстия; 24 – крышка заднего подшипника промежуточного вала; 25 – упорная гайка заднего подшипника промежуточного вала; 29 – промежуточный вал; 30 – шпонка шестерен; 31 – шестерня второй передачи промежуточного вала; 32 – шестерня заднего хода промежуточного вала; 33 – шестерня третьей передачи промежуточного вала; 34 – шестерня четвертой передачи промежуточного вала; 36 – шестерня постоянного зацепления промежуточного вала; 40 – заглушка; 41 – уплотнительной кольцо; 42 – синхронизатор четвертой и пятой передач; 44, 47, 51 и 65 – упорные шайбы; 45 — шестерня четвертой передачи ведомого вала; 46 – втулка шестерни четвертой передачи; 48 — шестерня третьей передачи ведомого вала; 49 – синхронизатор второй и третьей передач в сборе; 52 – шестерня второй передачи ведомого вала; 53 – шестерня первой передачи ведомого вала; 54 – ведомый вал; 57 – стопор штуцера; 58 – штуцер; 61 и 67 – ведущие шестерни привода спидометра; 62 и 68 – ведомые шестерни привода спидометра; 63 – сальник; 64 – фланец ведомого вала; 66 – гайки фланца
- Ведущий вал 11 фиксируется в специальном приспособлении (рис. 4), отгибается завальцованный край и выкручивается крепеж.
- Далее производится выпрессовка подшипника 12 ведущего вала.
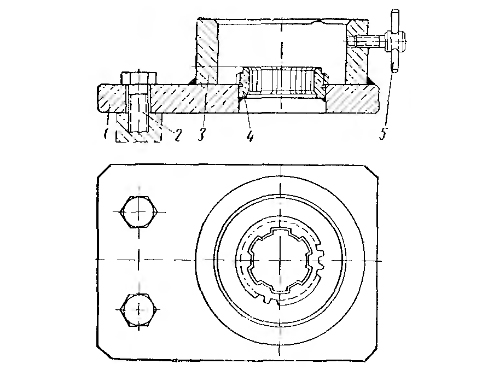
Рис. 4. Подставка для разборки ведущего вала коробки передач:
1 – плита; 2 – болт; 3 – втулка; 4 – зубчатая муфта; 5 – винт
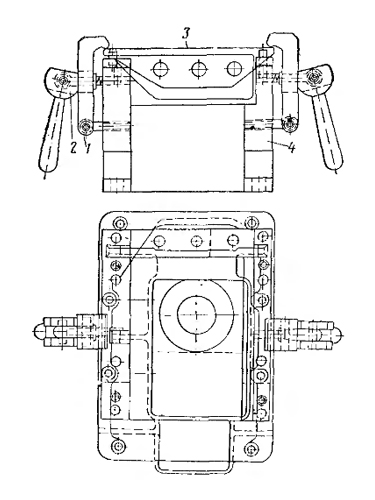
Рис. 5. Приспособление для разборки и сборки механизма переключения передач:
1 – прижимный рычаг; 2 – эксцентриковый зажим; 3 – механизм переключения передач; 4 — рама
По этой технологической схеме производят разборку синхронизаторов 4-й и 5-й передач.
Ремонт деталей КПП
Картер коробки передач
Материал, из которого изготовлен картер КПП ЗИЛ-130 – серый чугун, имеющий твердость до НВ 229.
Основные дефекты картера коробки передач
Допустимый без ремонта
Трещины, проходящие через отверстия под ось блока шестерен заднего хода
Трещины, проходящие через перемычки отверстий под подшипники ведомого и промежуточного, ведущего и промежуточного хода
Трещины на корпусе картера
В количестве не более двух общей длиной до 100 мм
Браковать при наличии более двух трещин общей длиной более 100 мм
Трещины, проходящие через резьбовые отверстия картера
Скол лапок крепления картера, захватывающий отверстия
Заварить при сколе лапок, захватывающем отверстия до половины
Скол бобышек резьбовых отверстий крепления крышей люков или верхней крышки
Срыв или износ резьбы в резьбовых отверстиях
M10 кл. 2, М12×1,75 кл. 2, К ¾”, К 1”
При срыве резьбы до двух ниток – прогнать резьбу. При износе или срыве резьбы более двух ниток – установить футорки
Износ отверстий под подшипники ведущего и ведомого валов
Вневанное осталивание или гильзование при размере более 110,05 мм
Износ отверстия под передний подшипник промежуточного вала
Вневанное осталивание или гильзование при размере более 72,04 мм
Износ отверстия под задний подшипник промежуточного вала
Вневанное осталивание или гильзование при размере более 90,05 мм
Износ заднего отверстия под ось блока шестерен заднего хода
При размере более 32,06 мм развернуть под ремонтный размер или гильзовать
Износ переднего отверстия под ось блока шестерен заднего хода
При размере более 30,05 мм развернуть под ремонтный размер
Износ упорных торцов шестерни заднего хода
При размере более 160,7 мм наплавить торцы
Износ отверстий крепления коробки передач
При размере более 16 мм заварить
Забоины на обработанных поверхностях
При проведении работ по разборке и сборке картера КПП могут сломаться или получить повреждения болты. Для ремонта картер фиксируют на столе сверлильного станка, кернят болт по центру и высверливают отверстие. Сломанный болт выкручивают, предварительно забив квадрат в высверленное отверстие. Восстановление резьбы в отверстии делают с помощью метчика. Этот инструмент применяют и в тех случаях, когда повреждение резьбы в отверстии достигает размера двух витков.
При повреждениях больше двух витков, для вкручивания в резьбовые отверстия картера КПП применяют переходники, которые называются футорками. Размеры рассверливания поврежденного резьбового отверстия в картере КПП для:
- М10 − до Ø14,3 мм;
- М12 – до Ø16,2 мм.
После рассверливания отверстий с поврежденной резьбой в них нарезается новая резьба с размерами, соответственно, М16х1,5 и М18х1,5. По новой резьбе вкручиваются переходники. Выступающую за плоскость основного металла часть переходника срезают, это место зачищают, выбирают три точки, расположенные на одинаковом расстоянии по окружности, и кернят. После этого метчиком делается резьба номинального размера.
Если в картере появились трещины, длина которых не превышает 50 мм, их устраняют завариванием корпуса. Для этого на столе сверлильного станка фиксируют картер КПП. Определяют места, где заканчиваются образовавшиеся трещины, и в этих точках просверливают отверстия, используя сверло диаметром 6 мм. Обработка трещины производится фаской 3х3 мм, угол должен быть 90°. Обработка производится с двух сторон возникшей трещины на всю длину. Шов при заварке трещины делают сплошным прерывистым. Обязательно надо делать напуск 0,5 мм – это необходимо, чтобы в дальнейшем зачистить поверхность. Для сварочных работ используют электроды ОЗЧ-1 (медно-железные) диаметром 4 мм. В покрытии электродов марки УОНИ-13/55 доля железного порошка составляет до 1/5 от объема в нем меди. Допускается использование электродов, изготовленных стальной малоуглеродистой проволоки. Обмазка таких электродов может содержать 74% мела, 6% канифоля и 20% жидкого стекла. Другой допустимый состав обмазки – восемь частей мела и две части жидкого стекла. Качественный сварочный шов можно выполнить только при условии, что место, где производится заварка, хорошо подготовлено. Сварочный шов должен выполняться с определенной последовательностью. Есть требования по термическому режиму, который необходимо соблюдать.
Поверхность, где будет проводиться заварка трещины, тщательно очищают, удаляя окалину, загрязнения и старую краску. Для обезжиривания используют каустическую соду. Приготавливают однопроцентный раствор с предварительным его нагревом до 80°. До этой температуры нужно нагревать воду, которой смывают используемый для обезжиривания раствор.
Сила тока при сварочных работах должна составлять 160А. Шов выполняют участками, длина которых может быть до 25 мм. С целью снизить внутреннее напряжение место проведения сварочным работ нагревают. Нагрев должен быть равномерным и постоянным. Трещину начинают заваривать от ее концов. Концы трещины заваривают в два прохода. Особенность заварки заключается в наплавке второго валика на первый. Отрыв дуги не допускается. Верхний валик не должен иметь соприкосновения с поверхностью детали. После завершения заварки краев трещины продолжают заварку оставшейся части трещины. Требуется добиться выравнивания температур поверхности картера КПП и того места, где производится заварка. После такого температурного выравнивания можно наплавлять соединительный валик, который закроет трещину. Для этого наплавленные валики оставляют, чтобы они остыли. Схема наплавки соединительного валика такая же – наплавляется участок, этот участок оставляют для остывания и выравнивания температуры, затем наплавку продолжают.
Сварочные швы заваренных трещин в картере КПП обрабатывают электрошлифовальной машинкой. Для обработки швов используют абразивный круг, с помощью которого выравнивают в один уровень поверхности шва и основного металла.
Для восстановления изношенных резьбовых и крепежных отверстий, сколах лапок крепления и бобышек картер фиксируют на столе сверлильного станка. Изношенные отверстия с резьбой рассверливают до диаметра 16 мм. Сколы на лапках крепления обрабатывают с помощью абразивного круга, установив его на электрошлифовальной машинке, или зубила. Перед проведением работ по заварке картер КПП разогревают в электрической печи. Нагрев продолжается до 25 минут при температуре до 250°С. Затем температура нагрева повышается до 650°С. Эта часть нагрева продолжается около 20 минут. Нагретую до нужной температуры деталь извлекают из печи и фиксируют на сварочном столе. Картер закрывают специальным кожухом для теплоизоляции. Оставляют только доступ к местам, где будет производиться заварка.
Сначала производится очистка тех мест, где будет производиться сварка. Для очистки используют щетку из металла. Затем делают наплавку лапок крепления. Отверстия лапок заплавляют. После этого производят наплавку бобышек, их отверстия заплавляют. Заплавляют также резьбовые отверстия, которые были рассверлены. Нужно предусмотреть припуск высотой 0,5 мм – он требуется для последующей обработки. Важно контролировать температуру детали при проведении сварочных работ. Она не может опускаться ниже 400°С. В качестве материала для присадки используют пруток из чугуна диаметром 6 мм. Важно, чтобы содержание кремния в прутке было от 2,5%. Для сварки ацетиленокислородным пламенем используют наконечник 3-4. Требуется повторить нагрев детали после проведения заварки в электрический печи. После достижения температуры в 650°C картер оставляют остывать в выключенной печи. В новых сварных швах исключается образование дефектов в виде раковин и трещин.
Для обработки абразивным инструментом картер фиксируют на слесарной подставке. Образовавшиеся при сварке наплывы металла убирают электрошлифовальной машинкой. Бобышки обрабатывают напильником. Отверстия, которые при сварке были заварены, на сверлильном станке рассверливают под резьбу номинального размера.
Для заварки трещин на поверхности детали, длина которых превышает 50 мм, а также трещин на перемычке отверстий под подшипники ведомого и промежуточного валов, применят способ горячей заварки. После фиксации детали на столе вдоль всей трещины высверливаются сквозные отверстия Ø6 мм. Важно, чтобы размер перемычек между ними не превышал 0,5 мм. Перемычки выбивают с помощью зубила, по которому осторожно наносят удары молотком. В крайних точках трещин на картере до сварочных работ нужны высверлить сквозные отверстия. Используют сверло Ø5 мм. Перекрывать трещину должно каждое из отверстий.
Если износ отверстий под ось блока шестерен заднего хода превысил разрешенные размеры, они подлежат механической обработке резанием, которое еще называют развертыванием. Эта технологическая операция производится на вертикально-сверлильном станке, в результате размеры отверстий должны соответствовать первому и второму ремонтным: отверстие для задней части оси до Ø32‚2 +0,039 мм, для передней части – до Ø30 +0,02 -0,013 мм и Ø30,4 +0,02 -0,013 мм. Если износ отверстий под ось блока шестерен заднего хода превышает ремонтные размеры, в картер нужно запрессовывать гильзы.
Эта операция выполняется на расточном станке. После фиксации детали требуется совместить ось отверстий и шпинделя. С помощью зенковки обрабатывается переднее отверстие до диаметра 33,5 мм. Заднее зенкуется до диаметра 35,5 мм. После обработки отверстий зенковкой, их растачивают. Новые размеры должны составить 34 и 36 мм. Расточка буртика под переднее отверстие делается до диаметра 38 мм, буртика под заднее – до диаметра 40 мм. Глубина расточки составляет 2,5 мм. После этого втулки в отверстия впрессовываются до конца. Завершающая часть этой операции – подрезка торцов втулок и их расточка до диаметра 30 +0,02 -0,013 мм (передняя втулка) и 32 +0,039 мм (задняя втулка).
Основными дефектами картера является износ отверстий под подшипники ведущего и ведомого валов. Этот дефект устраняют постановкой гильз или вневанным осталиванием с предварительной и последующей расточной отверстий на горизонтально-расточном станке.
Картер КПП ЗИЛ-130 устанавливают на горизонтально-расточном станке (рис. 6). Установка плиты 6 приспособления на столе станка производится по эталонному картеру 1 (двум технологическим отверстиям в плоскости Т2). Для этого на шпиндель 5 станка надевают оправку 4 с индикатором 7, который устанавливают до соприкосновения с плоскостью Т1. При помощи индикатора 7 ось шпинделя станка устанавливают перпендикулярно переднему торцу картера. В этом положении эталонный картер закрепляют на станке.
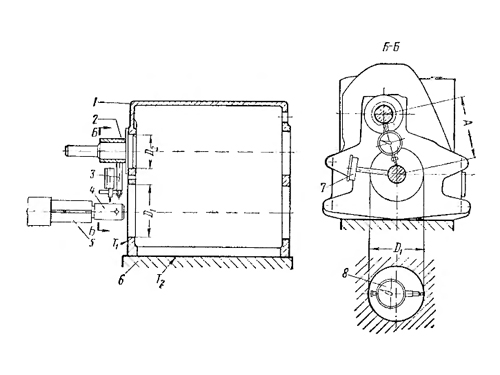
Рис. 6. Установка картера коробки передач на горизонтально-расточном станке
Наиболее часто встречающиеся дефекты картера – повышенная изношенность отверстий под подшипники ведущего и ведомого валов. Для устранения возникших дефектов применяют гильзование или вневанный способ железнения, до и после проведения которого отверстия растачиваются на горизонтально-расточном станке. Плита станка устанавливается по размерам картера-эталона. Делается это с помощью оправки с индикатором, установленной на шпиндель. Индикатор обеспечивает строго перпендикулярное положение оси шпинделя по отношению к ближнему торцу детали. После этого деталь фиксируется.
Затем при перемещениях стола и индикатора 8 добиваются совмещения осей оправки 4 с вертикальной осью отверстия, которое будет растачиваться для установки подшипника ведущего вала. После совмещения установка по картеру-эталону считается завершенной.
Отверстия в картере, который нужно ремонтировать, растачивают после фиксации детали на плите 6 станка. Нужное расстояние между осями ведомого и промежуточного валов соблюдают с помощью оправки 2 с индикатором, которую устанавливают в ближнее отверстие. Перемещая шпиндель 5 вверх и вниз надо, чтобы его индикатор показывал 0 при касании с установленной оправкой 4.
Вневанный способ железнения предусматривает расточку отверстий до и после проведения этой технологической операции. Финишное растачивание производится для того, чтобы добиться номинальных размеров и достигнуть соосности. Сначала, до проведения железнения, нужный участок зашкуривают наждаком, проводят обезжиривание и промывку. Первую промывку делают горячей водой, потом холодной. Когда отверстия подготовлены к железнению, деталь фиксируют на стенде. Под электролит устанавливается специальная прокладка 2.
Отверстия должны быть герметизированы. Для приготовления электролита применяют мелкую и чистую стальную кружку. Можно использовать стали 10, 15 и 20. Заливают стружку, помещенную в кислотостойкую емкость соляной кислотой, к которой добавляют дистиллированную воду (2:1). Полное растворение стружки происходит через несколько дней. Фильтруют электролит с помощью фильтра из войлока. Фильтрация производится после каждого применения электролита (разрешено использование до 3 раз).
Сначала анодная обработка ведется несколько минут, пока температура электролита не достигнет 40°С. Для этого используют анод диаметром 40 мм, размещают его в центре импровизированной ванны и переключением рубильника делают картер анодом, оправку, соответственно – катодом. Затем рубильником производят перемену полюсов. Длительность процесса железнения определяется изношенностью посадочного места под подшипник. При железнении рекомендованная:
- сила тока — в пределах 20А;
- напряжение – в пределах 14В;
- плотность тока — в пределах 15А/дм 2
Промывают железненное отверстие холодной водой, затем проводят нейтрализацию и повторяют промывку. Важно, чтобы поверхность после железнения стала ровной.
Ведущий вал КПП
Материал, из которого изготавливают ведущий вал КПП ЗИЛ-130 – сталь 25ХГМ. В результате термической обработки он приобретает твердость поверхностного слоя в интервале от HRC 60 до 65. При этом твердость сердцевины находится в интервале от HRC 35 до 45. Выбраковка ведущего вала производится в случае появления сколов на шестернях и трещин, вне зависимости от их месторасположения и размера.
ЗИЛ-130. Коробка передач. Сборка и проверка
01.07.2020 8 133 Трансмиссия

Коробка передач ЗИЛ 130 представляет собой агрегат, отличающийся от КПП в других автомобилях. Садясь за руль этой машины, водитель должен знать, как переключаются скорости и какова схема работы агрегата в целом. Об устройстве и ремонте, а также уходе за трансмиссией отечественных грузовиков мы расскажем ниже.
Как устроена КПП ЗИЛ 130?
Сначала разберем устройство коробки передач автомобиля ЗИЛ 130. Эти машины оснащаются пятиступенчатыми трехкодовыми механическими трансмиссиями. Агрегат имеет пять скоростей для передвижения вперед, а также одну передачу для движения задом. В трансмиссии используется два синхронизирующих устройства инерционного типа для включения передач 2 и 3, а также 4 и 5. В картере агрегата на подшипниковых элементах устанавливается первичный вал, называющийся ведущим. Он выполнен в сборе с косозубой шестеренкой и зубчатым венцом для включения передачи 5.

Схема устройства трансмиссии на ЗИЛ
В расточке вала монтируется роликовое подшипниковое устройство цилиндрического типа. На эту деталь передней стороной ставится вторичный шкив. На чертеже показано, как снизу картера монтируется промежуточный вал, где зафиксирована еще одна шестеренка под номером 1. Она расположена в зацеплении с такой же шестеренкой, отмеченной номером 4, только расположенной на ведущем валу. На промежуточном шкиве устанавливаются еще три аналогичных элемента. Они отмечены номерами: 17 для задней, 15 — для передачи 1.
На шлицевых элементах вторичного вала имеется прямозубая шестеренка под номером 11, она предназначена для активации первой и задней скорости. Здесь же располагаются зубчатые каретки синхронизирующих устройств 5 и 9. Косозубые шестеренки, вмонтированные на вторичном валу, используются для активации второй скорости (элемент под номером 10), третьей (деталь под номером 7) и четвертой передачи (шестеренка 6). Они установлены так, что находятся в постоянном зацеплении с такими же элементами промежуточного вала. Снизу картера агрегата жестко зафиксирована ось под номером 13, на этом элементе с помощью роликовых подшипниковых устройств цилиндрического типа монтируется блок с прямозубыми шестеренками задней скорости (номер 12 на схеме).
Большая шестеренка на блоке устанавливается так, что работает в постоянном зацеплении с элементом 17, вмонтированном на промежуточном валу. Внутренняя составляющая картера наполняется расходным материалом — трансмиссионной смазкой. Эта часть закрывается защитной крышкой, в которую монтируется механизм переключения скоростей.
Схема переключения
Чтобы понять, как переключать и регулировать в машине скорости, ознакомьтесь с фото схемы.

Схема переключения селектора на КПП ЗИЛ








Устройство раздаточной коробки ЗИЛ-131
Раздаточная коробка ЗИЛ-131 преобразует и распределяет крутящий момент, получаемый от КПП к переднему и задним мостам, и, в конечном счете, к колесам грузовика.
Активация переднего привода возможна в ручном или автоматическом режиме. Раздатка ЗИЛ-131 также имеет возможность включения пониженной передачи с коэффициентом 2,08 при движении в особо тяжелых условиях – рыхлый снег, раскисшая почва, бездорожье. При этом крутящий момент, передаваемый раздаткой на приводы колес, увеличивается вдвое, что позволяет не перегружать мотор и агрегаты трансмиссии при движении в тяжелых дорожных условиях.
Раздаточная коробка двухвальная с косозубыми шестернями. Корпус раздатки отлит из чугуна. В конструкцию коробки входят задняя и верхняя крышки.
При необходимости на верхнюю плоскость раздатки монтируют коробку отбора мощности (КОМ). Она служит для подачи мощности от мотора автомобиля различным агрегатам и устройствам, входящим в состав специальных машин на базе ЗИЛ-131.

Внешний вид раздатки Зил-131:
- сверху крышка, прижатая к корпусу 8 гайками, закрывающая посадочное место для установки ком;
- в центре фланец ведущего вала раздатки;
- внизу справа фланец привода переднего ведущего моста зил-131;
- внизу слева пневматическая камера включения переднего привода;
- справа на одном уровне с ведущим фланцем раздатки штоки управления прямой и пониженной передачами.

Раздатка ЗИЛ-131, вид сзади:
- вверху слева видны штоки управления включения прямой и пониженной скорости;
- вверху справа крышка с восемью гайкам закрывает фланец подключения коробки отбора мощности зил-131;
- внизу справа тормозной барабан стояночного тормоза, совмещенный с фланцем для крепления кардана привода задних мостов;
- слева маслозаливное отверстие раздатки с четырехгранной резьбовой пробкой.
Вид раздаточной коробки ЗИЛ-131 «в разрезе» можно увидеть на иллюстрации.

Режимы работы раздатки
Есть несколько основных режимов.
Активирована прямая (вторая) передача
Режим предназначен для движения грузовика по дорогам с твердым покрытием.
Рычаг управления РК переводится в заднее крайнее положение. При этом крутящий момент от карданного вала КПП через фланец (9) практически без механических потерь передается с ведущего вала (15) на вторичный вал привода задних мостов (22). Все шестерни коробки вращаются свободно. Передний мост отключен.
На опасных участках дороги водитель с помощью электрического тумблера (включателя на панели управления в кабине) может активировать привод переднего моста. При этом включится пневмоэлектроклапан, а сжатый воздух поступит в пневматическую камеру (8), которая выдвинет вперед шток управления. Шток, в свою очередь, сдвинет вилку (32) включения переднего моста и через ведущую (21) и ведомую (2) шестерни прямой передачи, каретку зубчатой муфты (35), крутящий момент поступит на фланец (6) раздатки, далее к переднему приводу грузовика. На панели приборов загорится лампа – индикатор включения привода.
Включение пониженной передачи
При езде по бездорожью шофер переводит рычаг управления раздаткой в крайнее переднее положение. При этом тяги от рычага воздействуют на штоки переключения режимов коробки. Верхний шток управления своей вилкой сдвигает каретку (18), разъединяя ведущий вал (15) и вал привода задних мостов (22).
Вилка нижнего штока передвигает зубчатую каретку (37), тем самым объединяя шестерни (3) и (2). Одновременно нижний шток нажатием на микровлючатель, расположенный внутри раздаточной коробки, подает напряжение на пневмоэлектроклапан. Тот, в свою очередь, сжатым воздухом с помощью пневматической камеры (8) и вилки (32) подключит кареткой (35) вал привода переднего моста (5). Таким образом, крутящий момент от КПП ЗИЛ-131 через кардан и фланец (9) поступит на первичный вал раздатки (15), пройдет через шестерни (17), (3), (2) и (21), поступит на выходной вал привода задних мостов (22). От шестерни (2) через зубчатую каретку (35) крутящий момент передастся через вал привода переднего моста (5) на фланец (6).
Как работают синхронизаторы?
Теперь разберем, как переключаются скорости в кинематической коробке передач ЗИЛ 130 и принцип действия синхронизаторов и шестерен. Когда водитель выживает первую скорость, шестеренка под номером 11 начинает передвигаться по шлицам и входит в зацепление с элементом под номером 15 первой передачи, расположенным на промежуточном валу. От первичного вала посредством шестереночных деталей постоянного зацепления, отмеченными номерами 4 и 1, а затем на устройства 15 и 11, передается крутящий момент на вторичный шкив. Передаточное число в данном случае составляет 7,44.
Когда активируется вторая скорость, муфта, расположенная на синхронизаторе 9, попадает в зацепление с внутренними зубчиками шестеренки под номером 10 передачи 2. В результате того, что этот компонент уже вошел в зацепление с деталью под номером 16 на промежуточном валу, то передача крутящего момента будет осуществляться от первичного вала через шестереночные элементы 4 и 1, а также 16 и 10. Передаче усилия на вторичный вал будет способствовать и зубчатая муфта синхронизирующего устройства. Передаточное число соответствует 4,1.
При активации водителем передачи 3 муфта данного устройства покидает зацепление с шестереночным элементом 10 и передвигается по шлицам, в результате чего взаимодействует с зубчиками шестеренки 7. В этот момент она уже находится в зацеплении с деталью под номером 18 третьей скорости промежуточного узла. Усилие от первичного шкива будет поступать посредством шестереночных деталей под номерами 4 и 1 зацепления, а также через элементы 18 и 7 третьей скорости. Через зубчатую муфту синхронизирующего устройства крутящий момент поступает на первичный вал. Передаточное число составляет 2,29.
О ремонте коробки передач ЗИЛ узнайте из ролика, снятого каналом Все о технике и не только.
Когда водитель включает четвертую передачу, работать начинает синхронизирующее устройство 5. Муфта этого механизма под воздействием начинает двигаться и попадает в зацепление с зубчиками шестеренки под номером 6. На момент взаимодействия она располагается в зацеплении с шестеренкой под номером 19 четвертой скорости на промежуточном валу. Передача усилия осуществляется от первичного шкива через шестереночные детали на вторичный вал. Параметр передаточного отношения составляет 1,47.
Когда включается передача 5 муфта синхронизирующего механизма покидает зацепление с шестеренкой под номером 6 и, перемещаясь по шлицам, начинает взаимодействовать с внутренними зубчиками, расположенными на четвертой детали первичного вала. В результате два вала — ведущий и вторичный — образуют собой единую конструкцию, выполняющую передачу усилия на карданную передачу транспортного средства. Что касается задней передачи, то при ее активации в работу вступает специальная шестеренка-каретка, отмеченная номером 11. Она начинает перемещаться по шлицам вправо и взаимодействует с шестереночным элементом под номером 12, который расположен на специальном блоке. В момент зацепления больший элемент механизма уже находится в зацеплении с деталью 17 на промежуточном шкиве. Передача усилия от ведущего вала производится посредством шестереночных устройств 4 и 1, 17 и 12’, 12’’ и 11 на вторичный шкив. В ходе передачи крутящего момента меняется направление вращения.



Основные особенности устройства силового агрегата и трансмиссии ЗИЛ-131
ЗИЛ-131- отечественный трехосный грузовой автомобиль повышенной проходимости. Выпускался заводом имени Лихачева с 1966 по 2002 г. Основная часть выпускаемых машин шла для армейских нужд. Автомобиль содержал много полезных и прогрессивных для того времени технических решений.
Порядок работы цилиндров ЗИЛ-131
На грузовике применялся карбюраторный V-образный, восьмицилиндровый двигатель, с зажиганием на основе электронного коммутатора.
Распределительный вал двигателя и система зажигания обеспечивают следующий порядок работы цилиндров ЗИЛ-131: 1-5-4-2-6-3-7-8. Отдача мощности двигателя не менее 150 л.с., при оборотах 3200 в минуту.
Схема переключения коробки передач ЗИЛ-131
На автомобиле применяется пятискоростная механическая коробка перемены передач (КПП).
На всех скоростях коробки кроме первой передачи и заднего хода имеют синхронизаторы. Переключение скоростей ЗИЛ-131 производится рычагом, расположенным на верхней крышке КПП.
Передаточные отношения КПП:
- первая – 7,44;
- вторая – 4,10;
- третья – 2,29;
- четвертая – 1,47;
- пятая – 1,00;
- задний ход – 7,09.
Первая передача коробки применяется только при начале движения в условиях бездорожья и находится на одном «плече» с задним ходом. Сделано это для «раскачки» автомобиля, завязшего в грязи или рыхлом снегу, путем быстрого попеременного включения первой скорости и заднего хода.
Схема переключения КПП ЗИЛ-131 представлена ниже.

Сухой вес коробки передач ЗИЛ-131 около 100 кг.
Сцепление
Сцепление ЗИЛ-131 однодисковое, сухое, герметизированное, надежно работающее в условиях преодоления бродов. Привод отключения и включения сцепления механический, рычажный от педали водителя в кабине.
КПП в трансмиссии ЗИЛ-131 через карданный вал передает поток мощности на раздаточную коробку (РК) или на профессиональном сленге «раздатку».
Ремонт своими руками
При возникновении неисправностей и поломок в работе кулисы или другого элемента коробки отбора мощности единственным вариантом устранения неполадок будет отремонтировать агрегат. Для выполнения ремонта надо разобрать КПП ЗИЛа с дизельным двигателем, заменить вышедшие из строя компоненты, после чего произвести сборку всех узлов.
Чтобы произвести ремонт самостоятельно, вам потребуется специальный стол со стендом, без него сборка деталей трансмиссии невозможна.
Канал Mudo в своем ролике показал, как выполнить замену подшипника и сальников на первичном валу КПП.
Как выполнить сборку узлов трансмиссии?
Сначала собирается ведущий вал:
- Выполните сборку шарикового подшипникового устройства, для этого стопорное кольцо надо установить в канавку элемента.
- Подшипниковая деталь устанавливается в специальное место на первичном валу. При установке учтите, что выточку элемента надо обратить наружу.
- Когда первичный вал размещается на специальном столе пресса, выполняется напрессовка подшипникового устройства с помощью приспособления. Для выполнения задачи потребуется оправка, ей надо до упора забить подшипник на шейку вала.
- Используя динамометрический ключ, закрутите гайки, при этом соблюдайте усилие 20 кГм. Для предотвращения случайного откручивания бортик детали надо устанавливать в паз первичного вала.
- Когда узел будет установлен на столе, солидолом обработайте внутренние гнезда шестеренки. Затем на место можно установить роликовые подшипники. Учтите, последний ролик надо вмонтировать свободно, чтобы не было натяга. Когда процедура монтажа завершена, следует выполнить диагностику, насколько свободно вращаются роликовые элементы. Они должна перемещаться свободно, но не выпадать из места монтажа.
- Выполняется установка стопорного кольца в посадочное место, когда все ролики будут вмонтированы.
- Прежде чем начать процедуру сборки синхронизирующих устройств второй и третьей скорости, в приспособление надо установить три опоры фиксирующего устройство. При этом фрезерованную поверхность опоры необходимо установить наружу.
- Когда опоры будут на месте, вам надо добиться совмещения отверстий на них. После этого на наружные поверхности выполняется запрессовка колец.
- Выполняется сборка трех креплений, для этого используются пружинка и шарики. Они монтируются в специальное место, расположенное на каретке. По аналогичной схеме выполняется сборка второго кольца, которое впоследствии устанавливается на блокирующие пальцы.
Для сборки промежуточного вала выполняется запрессовка шестеренок:
- На шлицевые элементы узла надо нанести слой смазки.
- Производится монтаж шпонки, а также шестереночного элемента второй скорости в паз.
- Для фиксации вала потребуется специальный стенд. Усилие, которое требуется для надежного крепления, обеспечивается благодаря штоку тормозной камеры, которая управляется посредством рукоятки, установленной на пневмокране. Если вы выполняете задачу запрессовки самостоятельно, то вам надо установить ее на вал до упора.
Пользователь Владимир Пивинов показал в ролике, как выполнить ремонт коробки передач, если вылетает пятая скорость.
Ведомый вал собирается так:
- Выполняется монтаж вала на приспособление на столе, при этом его резьба должна быть направлена вниз. На шлицы механизма наносится слой смазки, обычно для этого используется масло для коробки передач.
- Затем на шлицы производится монтаж шестеренки первой скорости. При установке учитывайте, чтобы кольцевой паз ступицы был направлен в сторону переднего конца первичного вала. Обязательно проверьте правильность сборки узла свободным ходом шестеренки, она должна перемещаться по шлицевым элементам свободно.
- На шейку наносится слой смазочного вещества, после чего на вал производится монтаж шестеренки второй скорости. В этом случае зубчатый венец детали был направлен в сторону переднего конца вторичного шкива.
- Используя солидол, смазывается упорная шайба и устанавливается в посадочное место со стопорным кольцом. Учтите, зазор между деталью и боковой поверхностью ступицы должен составить не более 0,1 мм. Выполните диагностику правильности монтажа механизма на шейке вала, вращайте шестеренку рукой. Она должна перемещаться свободно.
- Синхронизирующее устройство скоростей 2 и 3 монтируется на вал таким образом, чтобы выточка на боковой части каретки располагалась в сторону шестеренки передачи 2. На шейку наносится слой смазочного материала, а затем на ведущий вал производится установка шестеренки скорости 3. При монтаже шлицевое отверстие необходимо направить в сторону синхронизирующего устройства.
- Теперь надо нанести слой солидола на упорную шайбу шестеренки скорости 3, после чего элемент монтируется на вал. Производится напрессовка втулки посредством ударов молотка по оправе. Необходимо, чтобы упорная шайба была плотно зажата между самой втулкой и буртиком, расположенном на ведомом валу.
- Нанесите слой смазочного вещества на шейку вала и установите на место шестеренку четвертой скорости. Проверьте правильность монтажа, вращая деталь вокруг своей оси.
- На упорную шайбу шестеренки скорости 4 нанесите слой солидола. Установите ее в посадочное место вместе со стопорным кольцом. Зазор в этом случае должен быть не более 0,1 мм между боковой частью фланца и самой шайбой. Выполните монтаж синхронизирующего устройства скоростей 4 и 5 на ведомый вал. Попробуйте переместить каретку по шлицевым элементам. Если она передвигается свободно, то монтаж выполнен верно.
Пользователь Василий Панченко в своем ролике показал, как выбивает первичный вал на ЗИЛовской трансмиссии.
Процедура сборки и разборки механизма переключения коробки передач выполняется с помощью специального приспособления.
Найти такой прибор в продаже проблематично, его следует искать на СТО:
- В устройстве надо закрепить крышку трансмиссии. На торце приспособления есть отверстие, в него монтируется заглушка путем запрессовки с помощью молотка и оправки, удары выполняются по центру.
- Выполняется сборка сапуна, после чего он закручивается в крышку.
- Запрессовываются две установочные втулки, для этого используется молоток.
- В специально предназначенные гнезда под крепления выполняется установка пружин фиксаторов.
- В левое отверстие монтируется шарик, который утапливается в посадочное место бородком.
- Далее, выполняется монтаж шток для переключения первой и задней скорости. Непосредственно до монтажа на деталь надо нанести слой трансмиссионной жидкости.
- Установите шток внутрь крышки так, чтобы он вошел в положение, при котором отверстие крепления перекроется. Этого можно добиться резким движением. На самом штоке надо установить вилку и головку штока скоростей 1 и 2. Монтаж вилки осуществляется таким образом, чтобы ступица была направлена в сторону отверстий, в которые производится монтаж заглушек.
- Шток перемещается по оси так, чтобы шар крепления и канавка нейтральной скорости совпали друг с другом. Остается установить два других штока, их монтаж выполняется аналогичным образом. Непосредственно до монтажа компонентов производится установка блокировочных шариков. Эти элементы ставятся парами.
- Плотно закрепляются предохранительные головки, а также вилка, для этого используются стопорные болты. После фиксации болтики шплинтуются проволокой. Затем производится монтаж заглушек.
Последний узел, который остается собрать, это рычаг переключения трансмиссии:
- Картер селектора монтируется в специальный девайс либо обычные тиски.
- Стопорный элемент монтируется в отверстие на картере агрегата. Затем на селектор надевается чехол и он устанавливается на место.
- Слоем солидола надо обработать шаровую поверхность. За выступы, расположенные на картере, надо завести пружинку селектора, они монтируются на хвостовик с опорой шаровой составляющей.
- Далее, надо собрать промежуточный рычаг скоростей 1 и 2. При выполнении задачи в устройство надо вмонтировать предохранительный элемент и пружинку, а также шайбу, которая крепится шплинтом.
- Слоем солидола надо обработать ось рычага, после чего он монтируется в промежуточный вал.
- Когда вы демонтируете механизм из приспособления, на картер монтируется защитный чехол.
- Гайкой надо зафиксировать шаровую рукоятку на самом рычаге. На крышке коробки передач, используя герметик или клей, крепится прокладка. Предварительно на нее надо нанести слой резиновой смолы.
- Производится монтаж промежуточного элемента в прорезь, расположенную на головке штока. Другая часть рычага монтируется в паз вилки. В итоге надо закрепить картер рычага на коробке, для этого потребуется специальное крепление с пружинными шайбами.

Схема устройства для диагностики синхронизирующих устройств на усилие включения

Стенд для запрессовки шестеренок на валы трансмиссии

Специальный стенд для сборки КПП ЗИЛ
Как выполнить сборку трансмиссии?
Чтобы установить и произвести сборку всех компонентов в один агрегат, нужно использовать специальные стенды, которые оснащены одним или несколькими постами:
- Выполняется крепление сменной головки на картере коробки передач. Используя тельфер на стенде, зафиксированную деталь надо передвинуть к месту, где будет выполняться сборка. Все компоненты и детали подготовьте заранее и положите их рядом.
- Надо закрыть все отверстия. Пробка монтируется в заливное отверстие, а в сливное устанавливается заглушка с магнитом, который используется для сборки продуктов износа.
- Производится монтаж стопорного кольца на картере, для установки используйте пассатижи.
- Выполняется установка подшипникового устройства на промежуточный вал. Когда устройство будет вмонтировано, вместе с шестеренками его надо поставить в картер. Сначала устанавливается задняя часть детали, затем монтируется передний конец.
- Выполняется запрессовка стопорного кольца к задней части вала, когда этот элемент будет установлен на подшипниковое устройство. С помощью оправки задняя часть вала монтируется на картер. Динамометрическим ключом надо затянуть гайку на резьбе шкива. После этого торец гайки следует вдавить в паз. В результате монтажа в картер вал должен без проблем вращаться рукой. Если это так, то процедура установки и сборки выполнены верно. Крышка монтируется в специально отведенное место с фиксацией крепления, собранного с шайбами и прокладками. Когда монтаж завершен, динамометрическим ключом надо затянуть гайку с усилием не более 3,3 кГм.
- Теперь выполняется сборка блока шестеренок задней передачи. Для этого распорную втулку необходимо поставить между подшипниковыми устройствами, расположенными в блоке. Для монтажа используется специальное отверстие. Ось самого блока необходимо установить в посадочное место на картере.
- Выполняется запрессовка с помощью молотка. Она выполняется до тех пор, пока торцевая часть канавки не упрется в плоскость картера. Стопор при этом надо установить так, чтобы он попал в канавку. Его фиксация производится с помощью ключа, усилие должно быть не более 2 кГм.
- Выполняется сборка крышки люков. Производится монтаж фиксатора с шайбами, а также уплотнителей на картере. При помощи оправки производится монтаж заглушки в специальное отверстие. Уплотнительные элементы монтируются непосредственно на выточке, расположенной в месте монтажа роликового подшипника.
- Затем выполняется сборка ведомого вала. Для этого он устанавливается в картере коробки передач. На подшипниковое устройство, расположенное сзади, производится монтаж стопорного кольца, для этого потребуется специальное приспособление.
- Производится установка подшипника со стопором на сам вал. При установке выточку надо вывести наружу. С помощью молотка и оправки выполняется установка детали на вал и в картер. Шестеренку спидометра необходимо установить на конец промежуточного шкива, выступающего из картера. После этого данный элемент запрессовывается в подшипник до упора, для этого потребуется оправка.
- Что касается сборки ведущего вала, то он устанавливается с подшипниковым устройством в картере. В ходе монтажа следует установить один конец вала в отверстие, расположенное на промежуточном шкиве. Для монтажа демонтируйте технологическую оправку. При помощи оправки выполните запрессовку вала с подшипниковым элементом. Установите крышку, а также уплотнительный компонент. Сама крышка крепится с помощью фиксатора.
- Для монтажа механизма переключения скоростей шестеренки следует поставить в нейтральное положение. На этих элементах, а также в муфте имеются специальные пазы, выполненные в виде колец. В них производится монтаж вилки.
- Затем с крышкой производится установка прокладки. Вместе с креплением выполняется фиксация узла к картеру агрегата. Когда процедура будет завершена, следует произвести диагностику сборки. Возьмитесь за хвостовик первичного узла и прокрутите его. Если все сделано правильно, то элементы будут без проблем прокручиваться.
Пользователь Андрей Свердлов в своем ролике рассказал, какие нюансы следует учесть при сборке трансмиссионного агрегата ЗИЛ.
Отзывы владельцев об автомобиле ЗИЛ-5301 «Бычок»
Судя по многочисленным отзывам, «Бычок» – в целом хорошая машина, при условии постоянного ухода и пристального внимания к ней. В этом смысле ЗИЛ-5301 довольно требователен. Как выразился один опытный «бычковод», «если на «Бычке» будет ездить сам хозяин, то машина будет зарабатывать, а если будет ездить водила, то уже через пару месяцев придётся её продавать».
К чему у нет особых нареканий ни у кого из владельцев, так это минский движок «Бычка» – надёжен, тяговит, в работе экономичен. С грузоподъёмностью всё более чем нормально: автомобиль спокойно «берёт на борт» и «обещанные» три тонны, и сверх этого предела. Гружёный ЗИЛ-5301, по свидетельствам владельцев, «ест» около 20 литров солярки на 100 километров; пустой – около 12-ти. Никаких проблем за всё время эксплуатации не вызывают также элементы трансмиссии – сцепление и коробка передач, являющиеся бесспорно надёжными и долговечными.

Интерьер кабины ЗИЛ-5301 «Бычок».
Чего нельзя сказать про редуктор заднего моста: ломается, наибольшие трудности вызывают полуосевые шестерни дифференциала, крестовина и сателлиты. Недостаток, о котором твердят практически все – низкое качество металла. К сожалению, кабина «Бычка» быстро и неудержимо подвергается коррозии, начинает «цвести» ржавчиной уже в первые годы эксплуатации. Кабина, правда, при этом достаточно тёплая, просторная и удобная. Но в ней шумно, это факт! Для конца ХХ века ещё ничего, а вот стандартам века XXI-го шумо- и виброзащита рабочего места водителя категорически не соответствует.
Вентиляционный люк, имеющийся в кабине, нравится водителям, но регулярно подтекает во время дождя, а дальний свет отличается малой эффективностью. В моторном отсеке тесно, не продумано, «не подлезть ни к чему». Чувствуется, что двигатель Д-245 рассматривался действительно как «временная мера». По поводу компоновки других узлов тоже встречаются довольно не политкорректные высказывания владельцев: «Кто разработал задние тормоза (крепление колодок и ручник) – убил бы гада».
Очень многие владельцы называют «Бычок» «конструктором для взрослых»: «В итоге, за несколько лет работы на «Бычке», я стал слесарем высшего класса». Куча мелких поломок и проблем, возникающих регулярно и периодически.
Любой, кто задумывается о покупке б/у-шного ЗИЛ-5301, должен иметь крепкие нервы, сообразительность и «золотые руки» (или же срочно начинать их «отращивать»). Однако все эти хлопоты компенсируются дешёвой ценой машины и запчастей на неё, её экономичностью и рентабельностью в работе.
Проверка работы КПП
Для выполнения диагностики и регулировки коробки передач необходим специальный стенд, схема которого приведена на картинках выше. В раме этого приспособления монтируется привод, а также устройство для обеспечения нагрузки и емкость для трансмиссионной жидкости. Благодаря гидравлическому регулятору, который ставится на крышке, выполняется замер параметра нагрузки. При помощи нескольких зажимов производится установка коробки передач к кронштейну.
К электрическому мотору посредством муфты подсоединяется ведущий вал. Он соединяется с трансмиссией посредством карданного вала, при этом помпа подключается к емкости для смазки с помощью патрубка. Регуляторное устройство подсоединяется к нагнетательному трубопроводу. По параметрам, которые выдает это приспособление, выполняется контроль уровня нагрузки, создающегося под воздействием гидравлического тормоза.
В корпусе регулятора имеется специальное отверстие, в которое устанавливается гильза. В этом устройстве имеется стальная пробка с внутренним каналом, по которому подается смазочная жидкость от помпы. На боковой части имеется рукоятка, а если надо установить пробку в определенное положение на скорости, применяется специальное крепление. В какое именно положение установить рычаг для диагностики коробки передач, определяет градуированный диск, расположенный ниже рукоятки.
Гильза с пробкой соединяется посредством семи каналов, в одном из которых монтируется предохранительный клапан. Он предназначен для защиты трансмиссионной системы при увеличении давления смазочного вещества выше положенного предела. В других каналах устанавливаются кольца и жиклеры, размер сечения последних определяется при настройке стенда. Сами каналы закрываются посредством пробок с отверстиями, через которые смазочный материал поступает в емкость. Для диагностики работоспособности агрегата на определенной скорости надо провернуть рукоятку, что способствует образованию сопротивления. Диагностика работы коробки передач обязательно выполняется на стенде, перед выполнением задачи необходимо заменить рабочее масло в агрегате.
Ремонт раздаточной коробки ЗИЛ-131
Раздаточная коробка ЗИЛ-131 надежный и долговечный агрегат. Однако при появлении признаков неправильной работы коробки – повышенный шум, скрежет при переключении режимов, «выбивание» скоростей, течь смазки, РК следует снять с автомобиля.
Затем на ремонтном участке коробку разбирают, обследуют. Неисправные детали и узлы заменяют новыми. Затем производят сборку коробки и установку ее на грузовик. После залива свежей смазки производят пробную поездку и определяют исправность отремонтированной раздатки.
Уход за коробкой передач
Выполняя разборку и ремонт или меняя рабочую жидкость в системе трансмиссии, нельзя допустить попадания в агрегат загрязнений, пыли, продуктов износа. Это может привести к заеданию шестеренок, которые вращаются на первичном валу. Магнит, расположенный на пробке сливного отверстия, подлежит очистке при каждой замене жидкости. Также желательно выполнять промывку каналов сапуна, установленного в винт на креплении крышки. Если эти каналы будут забиты, это приведет к увеличению давления в трансмиссии и утечке рабочей жидкости.
Видео «Принцип работы агрегата»
Подробно принцип работы агрегата и его устройство описано на видео.
На автомобиле ЗИЛ -131 устанавливается пятиступенчатая коробка передач с синхронизаторами на 2—3-й, 4—5-й передачах. Передаточные отношения коробки: на первой передаче 7,44; на второй 4,10; на третьей 2,99; на четвертой 1,43; на пятой 1,00; на передаче заднего хода 7,09.
Картер пробки имеет пробку контрольно-заливного отверстия. При наличии коробки отбора мощности масло заливается через пробку в коробке отбора мощности. В обоих случаях масло заливается до уровня контрольно-заливного отверстия в коробке передач. В левой стенке картера внизу имеется сливное отверстие, закрываемое пробкой с магнитом. Все крышки картера уплотняются специальной пастой, предохраняющей от попадания в картер воды при преодолении бродов. Вентиляция картера осуществляется через трубку, выведенную на заднюю стенку кабины.
Каждый вал коробки установлен на двух подшипниках. Задние подшипники фиксируются гайками и упорными кольцами. В крышках подшипников первичного и вторичного валов расположены сальники. Вторичный вал дополнительно уплотняется маслоотражателем.
Стоимость автомобиля ЗИЛ-5301 «Бычок»
На электронных досках объявлений имеется немало предложений о продаже подержанных автомобилей ЗИЛ-5301 «Бычок» конца 90-х / начала 2000-х годов выпуска. Цена невысокая: просят от 150 000 до 400 000 рублей за грузовой фургон, в зависимости от технического состояния машины. Несколько дороже стоят «Бычки» с установленными на их шасси кранами-манипуляторами, оборудованием для эвакуации и т.п. спецмашины. За них просят порядка 500 000 – 700 000 рублей.
http://autodvig.com/kpp/korobka-peredach-zil-130-18709/
Источник http://www.zaoair.com/customers/articles/zil-130-korobka-peredach-chast-1/
Источник http://gp-prsmah.ru/brend/korobka-peredach-zil-131.html

