Проект поста диагностики и ремонта системы управления бензиновым двигателем автомобиля на СТО с разработкой технологического процесса ремонта постоянного запоминающего устройства автомобиля ВАЗ 2114
проект на тему

Проект поста диагностики и ремонта системы управления бензиновым двигателем автомобиля на СТО с разработкой технологического процесса ремонта постоянного запоминающего устройства автомобиля ВАЗ 2114
Скачать:
| Вложение | Размер |
|---|---|
| Проект поста диагностики и ремонта системы управления бензиновым двигателем автомобиля на СТО с разработкой технологического п | 653.46 КБ |
Предварительный просмотр:
Комитет по образованию
Государственное бюджетное профессиональное образовательное учреждение «Санкт-Петербургский технический колледж»
«Проект поста диагностики и ремонта системы управления
бензиновым двигателем автомобиля на СТО с разработкой
технологического процесса ремонта постоянного запоминающего
устройства автомобиля ВАЗ 2114″
Фамилия, Имя, Отчество
Специальность 190631 «Техническое обслуживание и ремонт автомобильного транспорта»
Руководитель дипломного проекта
Фамилия, Имя, Отчество
допуск к защите
Зам. директора по УР
Фамилия, Имя, Отчество
подпись Фамилия, Имя, Отчество
2.2. Технологический процесс ремонта ПЗУ автомобиля 17
3. ПРОЕКТНАЯ ЧАСТЬ 21
3.1 Разработка планировки поста диагностики и ремонта системы управления бензиновым двигателем автомобиля. 21
4.1 Расчет стоимости оборудования поста диагностики и ремонта системы управления бензиновым двигателем автомобиля. 22
Библиографический список 36
Введение
Я выбрал данную тему, потому что считаю диагностику и ремонт системы управления бензиновым двигателем автомобиля одной из необходимых операций в поддержании работоспособности автомобиля.
Сегодня такой вид ремонта относится к числу наиболее сложных и требующих наличия высокотехнологического оборудования и участия квалифицированного персонала.
Целью моего дипломного проекта является разработка технологического процесса ремонта постоянного запоминающего устройства автомобиля ВАЗ 2114.
Для достижения поставленной цели мне необходимо решить следующие задачи:
1. Рассчитать исходные данные;
2. Описать устройство системы управления бензиновым двигателем ВАЗ 2114;
3. Разработать планировку оборудования и рабочих мест на специализированном посту диагностики и ремонта системы управления бензиновым двигателем ВАЗ 2114;
4. Рассчитать стоимость оборудования специализированного поста диагностики и ремонта системы управления бензиновым двигателем ВАЗ 2114;
5. выбрать метод организации производства ТО и ТР на СТО и описать его организационные принципы;
6. Разработать требования по обеспечению безопасных приемов труда на объекте проектирования.
1. РАСЧЕТНАЯ ЧАСТЬ
1.1. Расчет исходных данных
Исходные данные к дипломному проекту:
- тип подвижного состава – ВАЗ 2114;
- списочное или эксплуатационное число автомобилей — 220;
- LСС – среднесуточный пробег автомобиля – 230 км;
- КЭУ – категория условий эксплуатации – III;
- условия эксплуатации: дорожное покрытие — асфальт;
- тип рельефа местности – холмистый;
- природно-климатические условия эксплуатации – умеренные;
- режим работы СТО – полуторасменный (12 часов в сутки);
Определение количества рабочих дней в году
Д рг = Д к – Д в – Д п (дн.), (1)
где: Д к – количество календарных дней в году (366 дн.)
Д в – количество выходных дней в году (105 дн.)
Д пр – количество праздничных дней в году (14 дн.)
Д рг =366-105-14= 247 (дн.)
Определение среднегодового пробега
L г =L сс* Д рг (2)
где: L г – годовой пробег автомобиля, км;
Д рг – количество рабочих дней в году (247дней)
L сс – среднесуточный пробег автомобиля (230 км)
L г 230*247 = 56810 км
Определение периодичности ремонта
где: и — расчетные периодичности ТО-1 и ТО-2, км.
— коэффициент корректирования нормативов в зависимости от категории условий эксплуатации.
— коэффициент корректирования нормативов в зависимости от природно-климатических условий и агрессивности окружающей среды.
Корректирование периодичности ТО
где: n 1 – величина кратности для ТО-1 (округляется до целого числа);
n 2 — величина кратности для ТО-2 (округляется до целого числа).
Окончательно скорректированная по кратности величина периодичности
L 2 П = L 1 П ⋅ 2; 21160 км (7)
Полученные результаты округляются до целых сотен км. Допускаемое отклонение окончательно скорректированных величин должно быть в пределах % от расчетной величины.
L 2 П = 10580 ⋅ 2= 21160 км
Определение количества дней простоя автомобиля на ТР за цикл
где: — дни простоя автомобиля в КР за цикл;
— удельный простой автомобиля на ТР в днях на 1000 км пробега;
— коэффициент корректирования нормативов в зависимости от пробега с начала эксплуатации.
1.2. Расчет количества постов на СТО
П ТО = N 2 Г / N СТО (9) П ТО = = 0,45=1
На диагностику и текущий ремонт системы управления бензиновым двигателем автомобиля рассчитано 2 нормо-часа. Из этого можно сделать вывод, пропускная способность СТО в день 6 машин (12 часовой рабочий день).
Количество рабочих дней в году — 247
количество автомобилей за смену — 6
F= 247*6 = 1482 (машины в год)
1.3. Расчет площади поста диагностики и текущего ремонта системы управления бензинового двигателя автомобиля .
Суммарная стоимость оборудования проектируемого поста
Площадь поста диагностики и текущего ремонта
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Устройство и принцип действия постоянного запоминающего устройства автомобиля ВАЗ 2114 .
На автомобиле ВАЗ 2114 система управления двигателем с распределенным впрыском топлива — электронная. Она контролирует количество воздуха и топлива, поступающего в цилиндры двигателя автомобиля ВАЗ 2114, включает и выключает топливный насос, управляет искрообразованием на свечах зажигания и корректирует угол опережения зажигания, регулирует частоту вращения коленчатого вала на холостом ходу, управляет вентилятором системы охлаждения двигателя.
Система управления двигателем ВАЗ 2114 состоит из следующих элементов:
• электронный блок управления (ЭБУ);
• датчиков:
— положения коленчатого вала;
— положения дроссельной заслонки;
— концентрации кислорода;
— температуры охлаждающей жидкости;
— массового расхода воздуха;
— скорости автомобиля;
— исполнительных устройств:
— главного реле;
— реле топливного насоса;
— катушка зажигания;
— реле электровентилятора системы охлаждения;
— тахометра;
— контрольной лампы неисправности системы управления двигателем;
— регулятора холостого хода;
— клапана продувки адсорбера;
— форсунок;
— соединительных проводов;
— колодки диагностического разъема.
Контрольная лампа неисправности системы управления двигателем расположена на щитке приборов в блоке сигнализаторов. При включении зажигания на автомобиле ВАЗ 2114 происходит тестирование исправности системы, при этом лампа загорается и гаснет после запуска двигателя. Включение лампы при работающем двигателе сигнализирует о необходимости проверки системы управления двигателем.
Главный управляющий элемент системы — электронный блок управления
Рис . 1 электронный блок управления
Электронный блок управления «ЭБУ» — специализированный миникомпьютер, в котором установлена программа управления двигателем автомобиля ВАЗ 2114, а датчики и исполнительные устройства — периферийное оборудование этого компьютера. Электронный блок управления получает и анализирует сигналы датчиков. На основе полученных данных блок управления рассчитывает управляющие команды и выдает их на исполнительные устройства. В электронном блоке управления двигателем «ЭБУ» имеются два типа памяти: постоянное запоминающее устройство (ПЗУ) и оперативное запоминающее устройство (ОЗУ).
ПЗУ — память энергонезависимая (то есть информация в памяти сохраняется при отключении питания). В ПЗУ хранится программа вычислений и необходимые для расчета данные (параметры двигателя автомобиля ВАЗ 2114, передаточные отношения трансмиссии и другие характеристики). В процессе работы ЭБУ контролирует исправность всех элементов и цепей системы управления двигателем. Обнаружив неисправность, ЭБУ переводит систему управления двигателем на резервный режим работы и включает контрольную лампу неисправности двигателя. Двигатель на автомобиле ВАЗ 2114 при этом сможет продолжить работу (кроме случая неисправности датчика положения коленчатого вала), что позволяет доехать до места ремонта своим ходом. Коды обнаруженных неисправностей ЭБУ записывает в оперативную память (ОЗУ). Там же хранится оперативная информация, которую микропроцессор ЭБУ использует при расчетах. При отключении аккумуляторной батареи от бортовой сети автомобиля ВАЗ 2114 вся информация, хранящаяся в ОЗУ, будет утеряна.
Датчик положения коленвала (ДПКВ) предназначен для формирования сигналов, по которым ЭБУ синхронизирует свою работу с тактами рабочего процесса двигателя. Поэтому часто этот датчик положения коленвала называют датчиком синхронизации. На автомобиле ВАЗ 2114 датчик коленвала установлен в отверстии кронштейна крышки привода распределительного вала.
Рис. 2 датчик коленвала
Датчик положения коленвала ВАЗ 2114 (ДПКВ)
Рис. 3 датчик коленвала
Расположение датчика положения коленчатого вала ВАЗ 2114
Действие датчика коленвала основано на принципе индукции — при прохождении мимо сердечника датчика зубьев шкива коленчатого вала в цепи датчика возникают импульсы напряжения переменного тока. Частота появления импульсов соответствует частоте вращения коленчатого вала. Зубья расположены по окружности шкива на одинаковом расстоянии. Расстояние между двумя из них выполнено больше. Сделано это для формирования в цепи датчика коленвала опорных сигналов — своеобразных точек отсчета, относительно которых ЭБУ определяет положение коленвала. Работа двигателя автомобиля ВАЗ 2114 с неисправным датчиком положения коленвала невозможна.
Датчик массового расхода воздуха (ДМРВ) пленочного типа установлен на автомобиле ВАЗ 2114 на корпусе воздушного фильтра. По сигналу датчика массового расхода воздуха (ДМРВ), ЭБУ рассчитывает количество воздуха, поступающего во впускной коллектор трубопровод двигателя ВАЗ 2114. При неисправности ДМРВ электронный блок управления переводит систему автомобиля ВАЗ 2114 на резервный режим работы.
Рис. 4 датчик массового расхода воздуха ВАЗ 2114 (ДМРВ)
Датчик положения дроссельной заслонки (ДПДЗ) представляет собой переменный резистор, сопротивление которого зависит от угла поворота дроссельной заслонки.
Рис. 5 датчик положения дроссельной заслонки
Датчик положения дроссельной заслонки ВАЗ 2114
Датчик положения дроссельной заслонки автомобиля ВАЗ 2114 установлен на корпусе дроссельной заслонки и связан с ее осью. По сигналу ДПДЗ электронный блок управления определяет величину угла открытия дроссельной заслонки. При неисправности ДПДЗ электронный блок управления переводит систему автомобиля ВАЗ 2114 на резервный режим работы.
Датчик концентрации кислорода определяет содержание кислорода в отработавших газах и передает сигнал на ЭБУ
Рис. 6 датчик концентрации кислорода
Датчик концентрации кислорода ВАЗ 2114
На автомобиле ВАЗ 2114 датчик концентрации кислорода установлен в приемной трубе системы выпуска отработавших газов.
Рис. 7 датчик концентрации кислорода (расположение)
Расположение датчика концентрации кислорода на автомобиле ВАЗ 2114
По полученным от датчика концентрации кислорода данным ЭБУ корректирует количество топлива, впрыскиваемое форсунками в впускной коллектор трубопровода, тем самым поддерживая оптимальную пропорцию смеси воздуха с топливом, необходимую для эффективной работы каталитического нейтрализатора. Датчик концентрации кислорода начинает работать при прогреве его чувствительного элемента до температуры не ниже 360 °С. Для сокращения времени прогрева в датчик концентрации кислорода встроен нагревательный элемент.
Датчик температуры охлаждающей жидкости (ДТОЖ) — полупроводниковый прибор — термистор, электрическое сопротивление которого меняется в зависимости от температуры охлаждающей жидкости.
Рис. 8 датчик температуры охлаждающей жидкости
Датчик температуры охлаждающей жидкости ВАЗ 2114
ДТОЖ установлен в резьбовом отверстии патрубка системы охлаждения двигателя автомобиля ВАЗ 2114.
Рис. 9 датчик температуры охлаждающей жидкости (расположение)
Расположение датчика температуры охлаждающей жидкости ВАЗ 2114
По величине сопротивления датчика ЭБУ оценивает температурный режим двигателя автомобиля ВАЗ 2114. Полученные данные используются при расчете большинства управляющих команд системы управления двигателем, а также для включения электровентилятора системы охлаждения двигателя.
При неисправности ДТОЖ электронный блок управления переводит систему автомобиля ВАЗ 2114 на резервный режим работы.
Принцип действия датчика скорости автомобиля ВАЗ 2114 основан на эффекте Холла.
Рис. 10 датчик скорости
Датчик скорости ВАЗ 2114
Датчик скорости на автомобиле ВАЗ 2114 закреплен на корпусе привода спидометра, который установлен на коробке передач. К датчику скорости крепится трос привода спидометра.
Рис. 11 датчик скорости (расположение)
Расположение датчика скорости на автомобиле ВАЗ 2114
По импульсам, вырабатываемым датчиком скорости, ЭБУ рассчитывает скорость автомобиля ВАЗ 2114.
Катушка зажигания на автомобиле ВАЗ 2114 установлена с левой стороны блока цилиндров на кронштейне. Катушка зажигания представляет собой объединенные в один неразборный блок два высоковольтных трансформатора. Выводы вторичной обмотки одной катушки зажигания соединены высоковольтными проводами со свечами 1-го и 4-го цилиндров, другой — со свечами 2-го и 3-го цилиндров. Номера цилиндров, со свечами которых соединяются выводы катушки зажигания.
Рис.12 Катушка зажигания
Катушка зажигания ВАЗ 2114
Электрические импульсы высокого напряжения от катушки зажигания подаются одновременно на свечи двух цилиндров: на одну — в конце такта сжатия, где происходит воспламенение рабочей смеси, а на другую — в конце такта выпуска (свеча срабатывает вхолостую).
На автомобилях ВАЗ 2114 с ЭБУ M1.5.4N и Январь — 5.1.3 вместо катушки зажигания установлен модуль зажигания. Он объединяет в себе две катушки зажигания и два управляющих катушками зажигания электронных блока.
2.2. Технологический процесс диагностики и ремонта ПЗУ автомобиля
Операционно-технологическая карта автомобиля ВАЗ 2114 .
Эскиз выполнен не в масштаб
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Суммарная стоимость оборудования проектируемого поста
5. ОРГАНИЗАЦИОННАЯ ЧАСТЬ
Одним из наиболее прогрессивных методов организации производства ТО и ТР на СТО в настоящее время является метод комплексных бригад. При этом методе производства из рабочих профилактория и мастерских создаются комплексные бригады, в состав которых включаются рабочие различных профессий и квалификаций.
Комплексные бригады состоят из рабочих-универсалов высокой квалификации. Рабочие выполняют различные виды работ. Метод эффективный, используется на небольших предприятиях.
За рабочими комплексной бригады обычно закрепляют группу автомобилей одной марки.
На комплексную бригаду возлагаются выполнение следующих работ:
1) работы, входящие в объем первого и второго технических обслуживаний, и дополнительные, потребность в которых устанавливают при выполнении технического обслуживания;
2) работы по ремонту автомобилей независимо от времени и места возникновения потребности в ремонте
При большом объеме работ рабочих комплексной бригады закрепляют за отдельными видами технического обслуживания и ремонта
Количество рабочих в комплексных бригадах устанавливают в соответствии с трудоемкостью работ по техническому обслуживанию и ремонту закрепленных автомобилей.
Управление комплексной бригадой осуществляет мастер цеха, бригадир или наиболее квалифицированный механик.
Обеспечивает комплексные бригады агрегатами, запасными частями и материалами механик склада.
При такой организации труда результаты работы бригады можно оценить по основным показателям и объективными данными, т.е. по значению простоев и размером затрат на техническое обслуживание и ремонт автомобилей.
Однако этот метод организации труда имеет и недостатки:
1) обезличивание ответственности работников за качество технического обслуживания и ремонт, т.к. рабочие комплексной бригады (при достаточном объеме работ) закреплены за видами технического обслуживания и ремонтом.
2) нет показателей для оценки результатов работы отдельных рабочих, а есть только для оценки труда комплексной бригады целом;
3) этот метод организации труда не способствует применению высокопроизводительного оборудования, специализированных должностей и эффективного использования материальной базы автохозяйств;
4) осложняется управления производством: каждая комплексная бригада пытается иметь свои должности для технического обслуживания и ремонта, оборудование, оборотный фонд запасных частей агрегатов и материалов и т.п.;
5) каждая бригада стремится проводить техническое обслуживание и ремонт закрепленных за ней автомобилей в удобное для нее время и сроки, при этом создается несколько относительно независимых подразделений
Таким образом, метод организации труда в виде комплексных бригад хотя и устраняет основные недостатки метода специализированных бригад, но и создает некоторые трудности на пути совершенствования производства технического обслуживания и ремонта автомобилей на СТО.
К самостоятельной работе по диагностике, ремонту и техническому обслуживанию кузова автомобиля допускаются лица, имеющие соответствующую квалификацию, получившие вводный инструктаж и первичный инструктаж на рабочем месте по охране труда.
Не прошедшие своевременно повторный инструктаж по охране труда (не реже 1 раза в 3 месяца) не должны приступать к работе.
Необходимо строго соблюдать технологический процесс, работать только с использованием современного инвентаря. Применение неисправного оборудования, инструмента и приспособлений приводит к травмированию.
При работе со слесарным инструментом, перед началом работы необходимо получить от руководителя работ задание и инструктаж о безопасных методах выполнения порученной работы. Надеть предусмотренную нормами специальную одежду, специальную обувь. При необходимости работать лежа или на коленях надеть налокотники или наколенники. Освещенность рабочего места должна быть достаточной. Прежде чем приступить к работе с ручным инструментом, необходимо убедиться в полной его исправности.
6.1. Требования безопасности до начала работы
1. Привести в порядок рабочую спецодежду: застегнуть обшлага рукавов, заправить одежду так, чтобы не было свисающих концов, убрать волосы под плотно облегающий головной убор.
2. Убедиться в том, что рабочее место достаточно освещено и свет не слепит глаза.
3. Внимательно осмотреть рабочее место, привести его в надлежащий порядок, убрать все мешающие работе посторонние предметы.
4. Если необходимо пользоваться переносным электрическим светильником, проверить, если ли на лампе защитная сетка, исправны ли шнур и изоляционная резиновая трубка. Напряжение переносных электрических светильников допускается не выше 12 В.
5. Проверить наличие и исправность ручного инструмента, приспособлений и средств индивидуальной защиты.
К ручным инструментам предъявляются следующие требования:
а) рабочие концы не должны иметь повреждений (выбоин, сколов);
б) боковые грани в местах зажима их рукой не должны иметь заусенцев, задиров и острых ребер;
в) затылочная часть ударных инструментов должна быть гладкой, не иметь трещин, заусенцев и сколов;
г) длина зубила, крейцмессель, бородка, крена не должна быть менее 150 мм;
д) инструмент не должен быть перекален;
е) поверхность всех ручек для инструментов должна быть гладкая, без заусенцев и трещин;
ж) гаечные ключи должны соответствовать размерам гаек и головок болтов и не иметь трещин и забоин, губки ключей должны быть строго параллельны и не закатаны, раздвижные ключи не должны быть ослаблены в подвижных частях.
6.2. Требования безопасности во время выполнения работы
1. Пользоваться только исправными инструментом и приспособлениями.
2. Слесарный инструмент содержать в сухом и чистом состоянии.
3. Работая молотком или кувалдой, принимать все меры, чтобы не травмировать себя и находящихся рядом людей.
4. Работая у верстака, следить за тем, чтобы поверхность его была гладкой, обитой листовой сталью, не имела заусенцев.
5. При работе с зубилами и иными инструментами для рубки металла, при расклепке рам, чеканке и т. п. пользоваться защитными очками.
6. Для защиты окружающих людей от отлетающих частиц металла на верстаке иметь предохранительные сетки или щиты высотой не менее 1 метра.
7. Пыль и стружку с верстака и оборудования сметать щеткой или сметкой.
8. Ключи подбирать соответственно размерам гаек и болтов.
9. При выполнении работ с помощью электрической тали руководствоваться Инструкцией по охране труда при эксплуатации электрической тали.
10. При работе с переносной электродрелью руководствоваться и соблюдать Инструкцию по охране труда при работе с электродрелью.
11. Запрещается работать под автомобилем, находящимся на наклонной плоскости. В случае крайней необходимости принимать меры, обеспечивающие безопасность работы: затормозить автомобиль и включить низшую передачу, подложить надежные подкладки под колеса, ключ от замка зажигания убрать, а кабину закрыть.
12. При подъеме и установке автомобиля на домкрат устанавливать его только на твердый грунт. В случае необходимости установки домкрата на рыхлой или вязкой почве под домкрат подкладывать специальные доски, обеспечивающие его устойчивое положение.
13. Работая под автомобилем, необходимо размещаться между колесами вдоль машины.
14. При работе под автомобилем использовать лежаки или решетчатые тележки, снабженные для удобства пользования подголовниками, а также надеть защитные очки.
15. Влезать под автомобиль и вылезать из-под него только со стороны, противоположной проезду.
6.3. Требования безопасности по окончании работы
1. Привести в порядок рабочее место, сложить инструменты (требования, предъявляемые к слесарному инструменту см. Приложение 4) и приспособления в инструментальный ящик.
2. Инструмент хранить в закрытых помещениях, вдали от отопительных батарей и защищенными от солнечных лучей, влаги, агрессивных веществ.
3. Сообщить начальнику участка о выполненной работе, имеющихся неполадках в работе и о принятых мерах к их устранению.
4. Спецодежду повесить в специально предназначенный для этой цели шкаф.
5. Вымыть руки и лицо теплой водой с мылом или принять душ.
6.4.Требования по безопасности в аварийных ситуациях
При возникновении аварийной ситуации, угрожающей здоровью и жизни работающих, прекратить все работы, доложить руководителю о происшествии и действовать в соответствии с его указаниями.
- При поломке оборудования угрожающей аварией прекратить его эксплуатацию, а также подачу к нему электроэнергии. Доложить о принятых мерах непосредственному руководителю (лицу, ответственному за безопасную эксплуатацию оборудования) и действовать в соответствии с полученными указаниями.
- При несчастном случае на производстве, остром заболевании (отравлении) пострадавшему оказать первую помощь, при необходимости доставить в лечебное учреждение здравоохранения
4. При поражении работника электрическим током, незамедлительно освободить пострадавшего от воздействия тока, применяя диэлектрические средства и соблюдая меры предосторожности.
5. При обнаружении признаков возникновения пожара (горения, задымления, запаха гари, повышения температуры и т.п.) каждый работник обязан:
- немедленно сообщить по телефону (01) в пожарную охрану при этом необходимо назвать адрес объекта, место возникновения пожара, а также сообщить свою фамилию;
- принять по возможности меры по эвакуации людей, тушению пожара и сохранности материальных ценностей.
- незамедлительно сообщить о происшедшем непосредственному руководителю.
6.5. Виды инструктажей по охране труда
Виды инструктажей по охране труда, пожарной безопасности, проверки знаний норм и правил безопасной работы в электроустановках, которые проводятся с электротехническим персоналом.
Виды инструктажей с персоналом
Оперативный и оперативно-ремонтный персонал
Инструктажи по охране труда
Инструктажи по пожарной безопасности
Проверка знаний правил и норм безопасной работы
Обучение на рабочем месте, стажировка
Контрольные противоаварийные и противопожарные тренировки
Если административно-технический персонал имеет права оперативного, оперативно-ремонтного или ремонтного персонала, то помимо указанных видов подготовки с административно-техническим персоналом должны проводиться все виды подготовки для оперативного, оперативно-ремонтного или ремонтного персонала.
Первичный инструктаж на рабочем месте, повторный, внеплановый и целевой проводит непосредственный руководитель работ.
Инструктажи на рабочем месте завершаются проверкой знаний устным опросом или с помощью технических средств обучения, а также проверкой приобретенных навыков безопасных способов работы. Знания проверяет работник, проводивший инструктаж.
Лица, показавшие неудовлетворительные знания, к самостоятельной работе или практическим занятиям не допускаются и обязаны вновь пройти инструктаж.
О проведении первичного инструктажа на рабочем месте, повторного, внепланового, стажировки и допуске к работе работник, проводивший инструктаж, делает запись в журнале регистрации инструктажа на рабочем месте и в личной карточке с обязательной подписью инструктируемого и инструктирующего. При регистрации внепланового инструктажа указывают причину его проведения.
1. Вводный инструктаж.
Вводный инструктаж проводится со всеми вновь принимаемыми на работу независимо от их образования, стажа работы по данной профессии или должности. Проводит вводный инструктаж специалист по охране труда, например инженер по охране труда, или лицо, на которое приказом работодателя возложены эти обязанности. Проводится вводный инструктаж в кабинете охраны труда по программе, разработанной на основании законодательных и иных нормативных правовых актов РФ с учетом специфики деятельности организации и утвержденной в установленном порядке работодателем (или уполномоченным им лицом).
2. Первичный инструктаж.
Первичный инструктаж на рабочем месте проводят до начала производственной деятельности со всеми вновь принятыми на предприятие , переводимыми из одного подразделения в другое; с работниками, выполняющими новую для них работу, командированными, временными работниками; со строителями, выполняющими строительно-монтажные работы на территории действующего предприятия; со студентами и учащимися, прибывшими на производственное обучение или практику перед выполнением новых видов работ, а также перед изучением каждой новой темы при проведении практических занятий в учебных лабораториях, классах, мастерских, участках, при проведении внешкольных занятий в кружках, секциях.
3. Повторный инструктаж.
Повторный инструктаж проходят все рабочие независимо от квалификации, образования, стажа, характера выполняемой работы не реже одного раза в полугодие.
Предприятиями, организациями по согласованию с профсоюзными комитетами соответствующими местными органами государственного надзора для некоторых категорий работников может быть установлен более продолжительный (до 1 года) срок проведения повторного инструктажа.
Повторный инструктаж проводят индивидуально или с группой работников, обслуживающих однотипное оборудование и в пределах общего рабочего места по программе первичного инструктажа на рабочем месте в полном объеме.
4. Внеплановый инструктаж.
Внеплановый инструктаж проводят индивидуально или с группой работников одной профессии. Объем и содержание инструктажа определяют в каждом конкретном случае в зависимости от причин и обстоятельств, вызвавших необходимость его проведения.
5. Целевой инструктаж.
Целевой инструктаж проводят при выполнении разовых работ, не связанных с прямыми обязанностями по специальности.
Целевой инструктаж проводят при погрузке и выгрузке, уборке территории, разовые работы вне предприятия, цеха.
При ликвидации последствий аварий, стихийных бедствий и катастроф. Целевой инструктаж проводится при производстве работ, на которые оформляется наряд-допуск, разрешение и другие документы.
Целевой инструктаж с работниками, проводящими работы по наряду-допуску, разрешению и т.п. фиксируется в наряде-допуске или другой документации, разрешающей производство работ.
Заключение
В своем дипломном проекте п ри обучении по специальности 190631 «Техническое обслуживание и ремонт автомобильного транспорта» я получил знания, умения и практический опыт по направлению. А также освоил профессиональные компетенции:
ПК 1.1. Организовывать и проводить работы по техническому обслуживанию и ремонту автотранспорта.
Достижение данной компетенции подтверждается в дипломном проекте
— выбором методов организации и технологии проведения ремонта системы управления бензинового двигателя;
— подбором технологического оборудования для организации работ по диагностике и ремонту системы управления бензинового двигателя;
— выбором технологического оборудования и технологической оснастки: приспособлений и инструментов для диагностики и ремонта системы управления бензинового двигателя;
ПК 1.2. «Осуществление технического контроля при хранении, эксплуатации, техническом обслуживании и ремонте автотранспортных средств». Данная профессиональная компетентность была достигнута, что подтверждено качественным анализом технического контроля автотранспорта, качественной демонстрацией качества анализа технической документации, контролем качества технического обслуживания и текущего ремонта автомобилей с соблюдением правил по технике безопасности и охране труда;
ПК 1.3. Разрабатывать технологические процессы ремонта узлов и деталей.
Достижение данной компетенции подтверждается в дипломном проекте
— демонстрацией навыков разработки технологических процессов ремонта деталей и узлов автомобилей;
— определением неисправностей агрегатов и узлов автомобилей;
— выбором профилактических мер по предупреждению отказов деталей и узлов автомобилей .
По результатам выполнения дипломного проекта, я достиг поставленной цели: спроектировал специализированный пост диагностики и ремонта системы управления бензиновым двигателем автомобиля ВАЗ 2114 с разработкой технологического процесса ремонта постоянного запоминающего устройства. Достижение данной цели подтверждается решением следующих задач:
— рассчитал исходные данные;
— описал устройство системы управления бензиновым двигателем ВАЗ 2114;
— разработал планировку оборудования и рабочих мест на специализированном посту диагностики и ремонта системы управления бензиновым двигателем ВАЗ 2114;
— рассчитал стоимость оборудования специализированного поста диагностики и ремонта системы управления бензиновым двигателем ВАЗ 2114;
— выбрал метод организации производства ТО и ТР на СТО и описал его организационные принципы;
— разработал требования по обеспечению безопасных приемов труда на объекте проектирования.
1. Бейлин В. И. Проектирование предприятий автомобильного транспорта (Технологический расчетМ., МГОУ, 2007.- 360 с.
2. Бескаравайный М.И. Устройство автомобиля М., Эксмо, 2010.-164 с.
3. Бутовский К.Г. Устройство автомобиля. Основные неисправности и диагностика систем питания .Саратов, Машиностроение,2011.- 341с.
4. Власов В. М. Оценка и проектирование организационно-технологического обеспечения производства ТО и ремонта автомобилей.- М. : Дело 2015.- 420 с.
5. Карагодин Ремонт автомобилей и двигателей
6. Кулько П. А. Проектирование ремонтных станций технического обслуживания.- Волгоград: РПК Политехник, 2014.- 600 с.
Виды ремонта двигателя и периодичность их проведения

Механический износ, процесс термокисления, вибрация и удары при езде – это основные факторы воздействия на автомобильный двигатель, которые рано или поздно приводят к его неисправностям. Вопрос тут не в том, сломается мотор или нет, во времени. Он может сломаться уже спустя несколько месяцев после начала эксплуатации или спустя годы. Чтобы максимально увеличить период безаварийного использования двигателя, разработана система мероприятий по поддержанию его работоспособности.
Эта система актуальна вне зависимости от типа, марки и класса автомобиля. Она включает в себя три вида ремонта:
- Текущий (предполагает устранение небольшой неисправности);
- Средний (подразумевает частичную разборку ДВС);
- Капитальный (со снятием и полной разборкой мотора).

Характер поломки выясняется при проведении диагностики. Периодичность проведения ремонта зависит от многих факторов – пробега автомобиля, условий его эксплуатации, а также от профилактических мероприятий, которые проводит его владелец.
Текущий ремонт: «горячая» замена

Цель такого ремонта – вернуть двигателю прежнюю работоспособность: разборка силовой установки при этом не проводится. Чаще всего для того, чтобы «вернуть мотор в строй» достаточно заменить сломавшуюся (деформированную, изношенную) деталь или узел – свечу зажигания, ремень привода насоса, форсунки. Другими словами, заменяются все виды деталей, кроме базовых.
В текущий ремонт могут входить следующие работы:
- удаление твердых отложений из вентиляции картера и впускной трубы;
- протирка клапанов;
- замена сальников и прокладок;
- промывка системы охлаждения;
- удаление нагара с внутренней поверхности камер сгорания;
- другие виды работ.
Периодичность проведения: по факту неисправности.
Средний ремонт

Подразумевает шлифование цилиндров, заливку подшипников, притирку клапанов, фрезерование гнезд клапана, шлифование шеек коленвала , фасок клапанов и цилиндров, а также иные виды работ:
- замена шкивов колевала, водяного насоса и храповика;
- замена ремня вентилятора, водяного насоса, вентилятора;
- замена других деталей.
В процессе среднего ремонта проводится снятие и частичная разборка силового агрегата.
Периодичность и объем работ при его осуществлении определяется в зависимости от неисправностей, которые были обнаружены в ходе ТО или при повседневной эксплуатации.
Капитальный ремонт

Наиболее сложный, длительный и дорогостоящий вид ремонта двигателя. Подразумевает съём и полную разборку мотора, все виды обработки – шлифовку, хонингование расточку, полировку и пр. В ходе разборки производится:
- обезличивание и очистка деталей от всех видов загрязнений;
- сортировка деталей по степени изношенности на выбраковку, подлежащие ремонту и полностью годные;
- ремонт узлов и деталей ДВС;
- комплектование с последующей сборкой и установкой мотора;
- обкатка, проверка работоспособности.
Чаще всего этот вид ремонта проводится после 180-200 тысяч километров пробега. На этот показатель влияет много факторов – состояние дорог, климат, качество топлива, стиль вождения, качество и количество проводимых профилактических мероприятий. Капремонт силовой установки автомобиля проводится в то же время, что и капремонт самого авто.
Как максимально отсрочить капитальный ремонт? В этом случае рекомендуется соблюдать два основных правила. Первое — проводить периодическую профилактику неисправностей. Второе – своевременно менять масляный фильтр и моторное масло.
Технология восстановления деталей двигателя
1. Восстановление блока и головки блока цилиндров
Блок цилиндров (рис. 1) служит основой двигателя. К его верхней части крепится головка блока. Блок цилиндров – литая деталь, как правило, из чугуна, реже – из алюминиевого сплава. Блок цилиндров выполняет ещё одну важную функцию – по отверстиям, которые в нём изготовлены, масло под давлением подаётся к местам смазки. ДВС с жидкостным охлаждением имеют также отверстия, по которым охлаждающая жидкость попадает в головку блока.
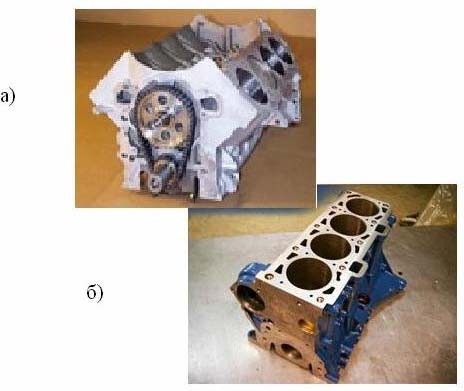
Рис. 1. Блок цилиндров ДВС: а – двухрядный V-образный; б – однорядный 4-цилиндровый
Технология восстановления
Для восстановления эксплуатационных свойств блока и головки блока цилиндров ДВС в общем случае применяют следующие технологические операции:
- предварительная мойка;
- расточка/ хонингование блока цилиндров;
- гильзование чугунного или алюминиевого блока цилиндров;
- расточка/ хонингование постели коленвала;
- шлифование плоскости блока цилиндров;
- электродуговая и холодная молекулярная заварка дефектов;
- микродуговое оксидирование;
- газотермическое напыление;
- опрессовывание блока и головки блока цилиндров;
- шлифование головок блока цилиндров;
- правка рабочей фаски седла клапана;
- притирание клапана;
- установка футорки под свечу.
Мойка деталей
Для этого используется автоматическая моечная машина контейнерного типа. Сверху и снизу барабана, в который укладываются детали, расположены две пары труб с установленными в них жиклерами, через которые под давлением подается разогретый до 90° специальный моющий состав, под действием которого приблизительно в течение 15 минут растворяются масляные отложения, смываются грязь и продукты износа с поверхностей деталей, после чего детали омывают проточной горячей водой в отдельной ванне. Далее впускные и выпускные каналы, камеры сгорания и привалочные плоскости головки блока цилиндров очищаются с помощью металлических щеток (рис. 2).

Рис. 2. Подготовка деталей к восстановлению: а – загрузка в моечную машину; б – очистка клапанов в головке блока цилиндров металлическими щетками
Дефектация
Во время дефектации тщательно изучается состояние деталей головки: визуальный осмотр тела головки блока цилиндров, измерение стебля клапана, биение тарелки клапана, промер внутренних
диаметров направляющих втулок клапанов, осмотр свечных отверстий, состояние резьбы шпилек, проверка плоскостности привалочных поверхностей и др. Для этого необходимо иметь целый ряд контрольно-измерительных приборов. Во время этой операции заполняется дефектационная ведомость, на основании которой формируется заключение о необходимом объеме работ.
2. Способы восстановления блоков цилиндров ДВС
- Расточка и хонингование цилиндров
Для расточки рядных блоков используются специальные станки российского или импортного производства, дающие наиболее точные размеры цилиндров, например VB 182 M фирмы AZ. Шпиндель этого станка может перемещаться только по вертикали, поэтому базирование блока цилиндров относительно шпинделя осуществляется путем перемещения стола с закрепленным на нем блоком. При таком способе центрирования цилиндра погрешность базирования минимальная, однако производительность не самая высокая. Тем не менее на нынешний момент это наиболее распространенная схема (рис. 3, а).
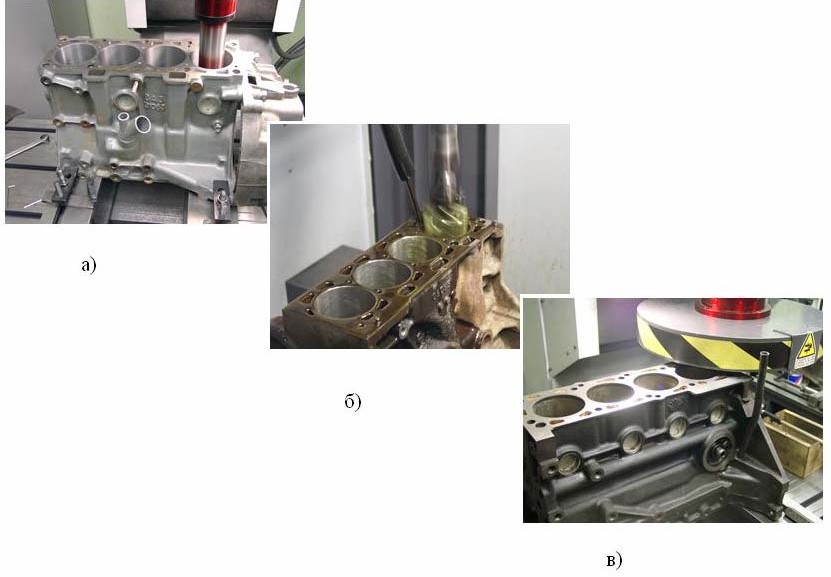
Рис. 3. Восстановление блока цилиндров: а – расточка цилиндров; б – хонингование; в – фрезерование плоскости
V-образные блоки растачиваются от постели коленчатого вала. Для этого также лучше использовать станок американского производства FN фирмы Kwik-Way. Простота установки блока и автоматическое базирование шпинделя существенно увеличивают производительность данного оборудования при незначительном снижении точности базирования.
Хонингование – финишная операция, при которой обеспечивается необходимый размер цилиндра, достигаются минимальные отклонения от круглости и цилиндричности, формируются специальный микрорельеф и определенная структура металла на поверхности цилиндра. Используется хонинговальный станок AZ CH 150 (рис. 3, б).
Фрезеровка необходима для обеспечения плоскостности привалочных поверхностей, а также для устранения забоин и царапин на них (рис. 3, в). При сильном перегреве мотора механики, как правило, проверяют привалочную плоскость головки блока цилиндров, забывая про блок. Несмотря на то что головка деформируется значительно сильнее блока, пренебрегать проверкой плоскости блока не следует. Прогиб около 0,05…0,07 мм может являться причиной утечек охлаждающей жидкости или попадания ее в цилиндры.
- Восстановление чугунного блока цилиндров сваркой
Для восстановления цилиндров пользуются методом сварки. С этой целью проводят следующие работы. Удаляют дефектное место газовой резкой или механическими способами. Разделывают место под сварку. Сварка сопровождается предварительным и сопутствующим обогревом цилиндра, для чего приходится сооружать специальные печи с электрообогревом. Для ускорения сварки применяют электроды большого диаметра. Наложение слоев проводят с послойной проковкой шва пневматическим молотком-зубилом. Особенности ремонтной сварки чугунных изделий и материалы для ее осуществления приведены в пункте 3.7 учебного пособия.
При заварке трещин в чугунных блоках (рис. 4) выполняют следующие операции:
- снятие с кромок трещин фасок с углом разделки 70…80°;
- грубая обработка фасок (желательно с образованием насечки);
- очистка места сварки от грязи, масла и ржавчины; подогрев подготовленных к сварке мест пламенем газовой горелки до температуры 900…950 °С;
- нанесение на подогретую поверхность слоя флюса (как правило, это бура кристаллическая);
- нагрев в пламени горелки конца латунной проволоки;
- натирание разогретой до плавления латунной проволокой горячих кромок трещины (латунь должна покрывать фаски тонким слоем);
- заварка трещины газовой горелкой с подачей латунной проволоки;
- медленный отвод пламени горелки от детали;
- закрытие сварного шва листовым асбестом или тефлоном.
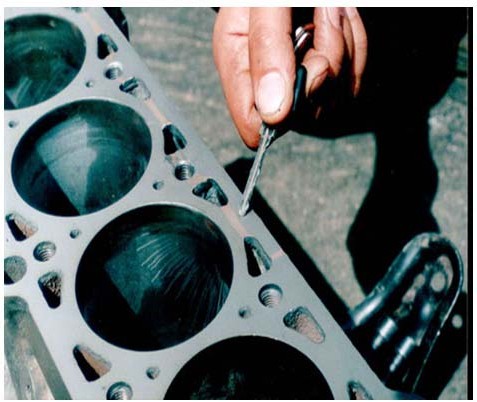
Рис. 4. Разделка трещины в блоке цилиндров ДВС
3. Восстановление отверстий коренных опор чугунных блоков цилиндров двигателей комбинированным способом
Разработан ресурсосберегающий технологический процесс восстановления поверхности отверстий коренных опор чугунного блока цилиндров комбинированием электроискровой наплавки и нанесения металлополимерного покрытия, позволяющий обеспечить необходимую размерную, геометрическую и пространственную точность восстановления поверхностей и повторно использовать часть деталей, ранее подвергшихся выбраковке.
- Восстановление блоков цилиндров двигателей с помощью напыления
Напыление – один из наиболее интересных и эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы и нагревается в процессе движения с потоком газа до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду.
- Микродуговое оксидирование внутренней поверхности цилиндров из алюминиевого сплава
В настоящее время метод микродугового оксидирования является наиболее перспективным по сравнению с существующими технологиями нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике.
- Восстановление «холодной» молекулярной сваркой
Восстановление поверхностей под упорные полукольца в блоке цилиндров традиционными способами связано с большими трудозатратами и иногда не обеспечивает необходимое качество восстановленной детали. Применение холодной молекулярной сварки для ремонта этой неисправности позволяет восстановить исходные геометрические размеры изношенной поверхности, свести к минимуму механическую обработку блока и все это в течение двух часов. Следует заметить, что можно восстанавливать как наружную, так и внутреннюю поврежденные поверхности.
4. Восстановление головок блока цилиндров двигателей
Полный цикл восстановительных работ гарантирует длительную и безупречную работу головок блоков цилиндров. Проводят следующие восстановительные операции:
- глубокая мойка и чистка головок от отложений нагара;
- заварка трещин;
- шлифовка поверхности прилегания;
- замена направляющих втулок клапанов;
- замена клапанов;
- замена седел;
- притирка клапанов;
- замена стаканов форсунок;
- проверка на герметичность прилегания клапанов и гидроиспытания на герметичность.
Заварка трещин на головке блока, изготовленной из алюминиевого сплава, вызывает особые затруднения вследствие технологических затруднений, возникающих при сварке алюминия, и высоких требований к точности размеров и формы самого изделия.
Присущие всем алюминиевым сплавам затруднения при электродуговой наплавке, связанные с наличием тугоплавкого окисла на поверхности основного и присадочного материалов, преодолеваются тщательной подготовкой перед сваркой проволоки (обычно методом травления в 10 %-ном растворе щелочи с последующей промывкой водой и просушкой) и механической зачисткой поверхности основного материала металлической щеткой или шабером. В процессе наплавки окисная пленка удаляется воздействием механизма «катодного распыления», возникающего при наличии обратной полярности сварочного тока. Однако в тех случаях, когда изделие работает в условиях масляной ванны или в условиях интенсивной смазки, требуется более тщательная подготовка основного материала: либо обжиг восстанавливаемой поверхности открытым пламенем, либо глубокая (до 0,5 мм) механическая обработка режущим инструментом.
Большие технологические затруднения при наплавке вызывают такие свойства алюминиевых сплавов, как высокий коэффициент теплопроводности и линейного расширения. Высокая теплопроводность материала изделия требует для получения гарантированного сплавления основного и присадочного материалов применение мощных источников тепла и форсированных режимов наплавки. При этом происходит интенсивный разогрев изделия, увеличивается глубина проплавления основного материала, что с учетом высокого коэффициента линейного расширения приводит к короблению самого изделия и, соответственно, к нарушению его эксплуатационных характеристик. Особенно высокие требования по части отсутствия коробления предъявляются именно к таким изделиям, как головки блоков цилиндров, где требуется обеспечить соосность посадочных отверстий с отклонением не более 0,05 мм. Существующие технологии восстановления таких изделий предусматривают использование предварительного подогрева с целью минимизации воздействия термического цикла сварки на основной металл, наложение каждого последующего валика с промежуточным охлаждением металла, что значительно уменьшает производительность процесса и увеличивает затраты.
Имеется опыт заварки трещин на головке блока ДВС автомобиля «ВАЗ», изготовленной из сплава АЛ25, с помощью трехфазной аргонодуговой сварки с применением присадочной проволоки, подключенной к средней фазе источника питания. Такой способ ремонта позволил устранить течь водяной рубашки без использования предварительного подогрева изделия и без нарушения его геометрических параметров.
5. Восстановление опорной стойки распределительного вала дизельного двигателя
Опорная стойка распределительного вала двигателя предназначена для поддержания вала в горизонтальном положении и должна обеспечивать свободное вращение вала вокруг своей оси. Конструктивно опорная стойка выполнена из двух половин, одна из которых — нижняя – жестко закреплена болтовым соединением на головке блока двигателя, а вторая – верхняя – предназначена для фиксации распределительного вала в посадочном месте. Вместе они создают самосмазывающийся подшипник скольжения, который на внутренней поверхности имеет каналы для подачи смазки.
Опорная стойка распределительного вала (рис. 5) изготовлена из литейного алюминиевого сплава АЛ-9, который обладает хорошими литейными свойствами, герметичностью, сравнительно высокой прочностью и пластичностью. Возможность применения этого сплава в подшипниках скольжения обусловлена тем, что после проведения термообработки (закалка + старение) поверхность детали достигает твердости до 80 НВ.
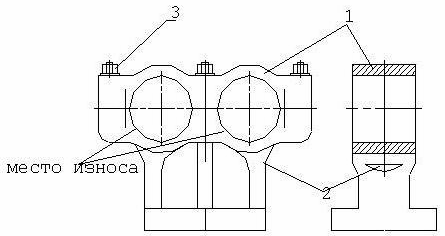
Рис. 5. Конструкция опорной стойки распределительного вала: 1 – крышка подшипника; 2 – опорная стойка; 3 – гайки крепления
Во время работы двигателя при вращении распределительного вала подшипник скольжения воспринимает различные виды нагрузок и, несмотря на обильную смазку, изнашивается за счет истирания или увеличивает свои посадочные размеры за счет пластического деформирования при «биении» вала. Естественно, изношенные подшипники скольжения подлежат замене и последующему восстановлению эксплуатационных свойств.
Восстановление алюминиевых подшипников скольжения выполняется с помощью аргонодуговой сварки, но при этом возникает ряд затруднений, связанных как с особенностями сварки самого алюминия, так и с особенностями конструкции и требованиями, предъявляемыми к восстановленной детали.
Обеспечение необходимой твердости наплавленного слоя достигается применением присадочного материала, отличающегося по своему составу от основного материала. Технологический процесс наплавки опорной стойки распределительного вала судового дизельного двигателя предусматривает применение присадочной проволоки марки Св-1557. Если сплав АЛ-9 содержит кремния – 6 %, магния – 0,2 %, железа – 0,6 %, то проволока Св-1557 имеет следующий состав: магний – 5 %, марганец – 0,4 %, хром – 0,15 %, бериллий – 0,003 %. Чаще всего для получения более высоких показателей твердости наплавленного слоя осуществляют термообработку изделия – закалку и искусственное старение.
6. Технология наплавки опорной стойки распределительного вала
Для того чтобы повысить производительность процесса, уменьшить термическое влияние сварочной дуги на основной металл и уменьшить коробление изделия, была разработана технология наплавки посадочных мест подшипника скольжения опорной стойки распредвала судового двигателя с помощью трехфазной аргонодуговой сварки с перераспределением теплового потока от дуги между основным металлом и присадочной проволокой, подключенной к средней фазе трехфазного источника питания. Для наплавки используется специальный сварочный стенд, включающий источник питания трехфазной дуги УДГТ-315У2, сварочную горелку ГАСТ-5 с тремя степенями свободы, реостат балластный РБ-6, сварочный стол с перемещающейся от электропривода кареткой, ножной пульт управления, механизм подачи присадочной проволоки, контрольно-измерительные приборы, баллон с аргоном, снабженный газовым редуктором и расходомером. Технологический процесс наплавки включает следующие операции.
1. Подготовить присадочную проволоку для наплавки: диаметр проволоки 2 мм, марка проволоки Св-1557:
- травить в 10 %-ном растворе NaOH в течение 10 минут;
- промыть проточной водой и просушить струей воздуха.
2. Подготовить посадочную поверхность опорной стойки к наплавке:
- удалить верхний слой металла на глубину 0,5 мм по всей поверхности наплавки фрезой на горизонтально-фрезерном станке;
- собрать отдельные половины подшипников (верхние и нижние) в ряд по 12 штук в каждом в специальном зажимном приспособлении, прокладывая между каждой половиной медную пластину соответствующей конфигурации и толщиной 2 мм;
- зачеканить маслоканалы кусками медной проволоки диаметром, соответствующим диаметру канала;
- протереть фрезерованные поверхности собранных блоков подшипников ветошью, смоченной этиловым спиртом;
- установить собранные блоки на сварочный стол и закрепить так, чтобы наплавку можно было вести по образующей поверхности.
3. Включить источник питания трехфазной дуги УДГТ-315У2 с предварительной продувкой аргоном сварочной горелки ГАСТ-5.
4. Подключить через балластный реостат к средней фазе источника питания посредством скользящего контакта (мундштука) присадочную проволоку.
5. Установить параметры режима наплавки: ток в электродах
- 110 А, ток через балластное сопротивление – 140 А, расход аргона
- 8 л/мин, скорость наплавки – 15 м/ч, скорость подачи проволоки
- 45 м/ч, установочная длина дуги – 4 мм.
6. Подвести место начала наплавки под сварочную горелку и зажечь с помощью осциллятора межэлектродную дугу.
7. Замкнуть присадочную проволоку на изделии непосредственно под электродами сварочной горелки.
8. Включить с помощью ножного пульта управления основную дугу и развести сварочную ванну, соизмеримую с диаметром присадочной проволоки (4…5 мм).
9. Задать перемещение сварочной каретке и одновременно подачу присадочной проволоки и наплавить валик по всей длине собранного блока подшипников.
10. Повернуть зажимное приспособление вокруг своей оси таким образом, чтобы последующий валик перекрывал предыдущий не менее чем на четверть его ширины.
11. Повторить операции с 6 по 10 до тех пор, пока не будет наплавлена вся поверхность подшипника скольжения опорной стойки.
Используя эффект разделения теплового потока трехфазной дуги между присадочной проволокой и основным металлом, можно наплавлять как в автоматическом, так и в ручном варианте детали из алюминиевых сплавов сложной формы и с малой толщиной стенки.
7. Плазменная наплавка впускных и выпускных клапанов
Внешне конструкция клапана довольно проста (рис. 6). Основные части: стебель, перемещающийся в направляющей втулке, и головка, которая «садится» на седло, герметизируя камеру сгорания. Формой головка напоминает перевернутую вверх дном тарелку, поэтому головку называют еще «тарелкой клапана». Она имеет рабочую фаску с углом 30 или 45° относительно плоскости тарелки и цилиндрический поясок. Он необходим для увеличения жесткости тарелки и защиты ее кромок от обгорания и коробления. Кроме того, поясок позволяет сохранить основные геометрические размеры тарелки клапана в случае перешлифовки его рабочей фаски.
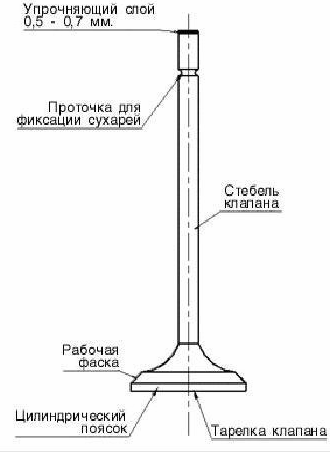
Рис. 6. Конструкция клапана ДВС
Основанием для отбраковки клапана служат следующие дефекты:
- явные повреждения клапана: изгиб стебля, прогары, трещины, забоины;
- изменение диаметра стебля по его длине более 0,02 мм;
- ступенчатый или боковой износ стебля клапана;
- поврежденные проточки под сухари;
- уменьшение высоты цилиндрического пояска ниже допустимой производителем;
- расклеп торцевой части стебля и глубина выработки торцевой части более 0,2…0,3 мм.
Перспективной технологией восстановления является плазменная порошковая наплавка. Плазменная порошковая наплавка отличается высоким качеством наплавленного металла, малыми остаточными напряжениями и как следствие – отсутствием деформаций восстанавливаемых деталей. В качестве присадочных материалов применяются различные порошки: быстрорежущие, хромоникелевые и высокоуглеродистые легированные сплавы, бронзы и др.
Существовавшие ранее технологии наплавки клапанов в России были ориентированы на нанесение сплавов на основе никеля (например, порошок ПГ-СР 2) с использованием плазменно-дугового процесса. Эта технология на сегодняшний день не отвечает требованиям надежности и долговечности клапанов в связи с недостаточно высокой коррозионнои износостойкостью покрытия при высоких температурах. Ведущие зарубежные фирмы DELORO STELLITE (Великобритания), INTERWELD (Австрия), SNMI (Франция), выпускающие оборудование для наплавки клапанов и внедряющие этот процесс во всем мире, ориентируются на новую технологию, получившую название РТА-процесс (plasma transferred arc), в русском варианте – процесс плазменной наплавки-напыления (ПНН) или плазменно-порошковой наплавки (ППН). В качестве присадочного материала для наплавки клапанов используется исключительно материал на основе кобальта (стеллит). Производители этих материалов выпускают до 20 модификаций различных стеллитов. Такая технология сейчас используется повсеместно на всех российских заводах – производителях автомобилей и на ремонтных предприятиях.
Сущность процесса ППН (рис. 7) состоит в нанесении порошковых покрытий толщиной 0,5…4,0 мм с гибким регулированием ввода тепла в порошок и изделие плазмотроном с двумя дугами — основной и пилотной. При этом пилотная (косвенная) дуга используется для расплавления присадочного материала, а основная дуга (переносимая на изделие) – для поддержания температуры частиц порошка на детали.

Рис. 7. Процесс плазменно-порошковой наплавки фаски клапана
При ППН увеличение времени нахождения частиц порошка при высокой температуре способствует максимальному сцеплению и уплотнению частиц с минимальным перегревом поверхности детали. Оптимизация основных характеристик процесса (токов основной и пилотной дуги, расстояния до изделия, скорости подачи порошка и скорости перемещения изделия относительно плазмотрона) ведет к минимальной чувствительности к скорости подачи порошка и в определенных пределах к скорости перемещения изделия.
Технологический процесс наплавки клапанов состоит из следующих операций:
- предварительная очистка и дефектация;
- подготовка поверхности;
- непосредственно процесс наплавки;
- термическая обработка;
- предварительная механическая обработка;
- дефектоскопия наплавленной поверхности;
- окончательная механическая обработка;
- технический контроль;
- маркировка.
Для ремонта клапанов без наплавки методом проточки фаски американской фирмой NEWAY создан ручной специальный комплект инструмента GIZMATIC. Набор свободно умещается в слесарном чемоданчике. Преимущество GIZMATIC заключается в том, что фрезы уже настроены так, чтобы формируемый угол рабочей фаски клапана составлял 45°30′′ или 30°30′′. Это приспособление позволяет обработать фаски клапанов любых встречающихся размеров. GIZMATIC снабжен устройством самоцентрирования режущих ножей относительно клапана и микролифтом, обеспечивающим точную вертикальную подачу режущей головки к клапану (рис. 8).
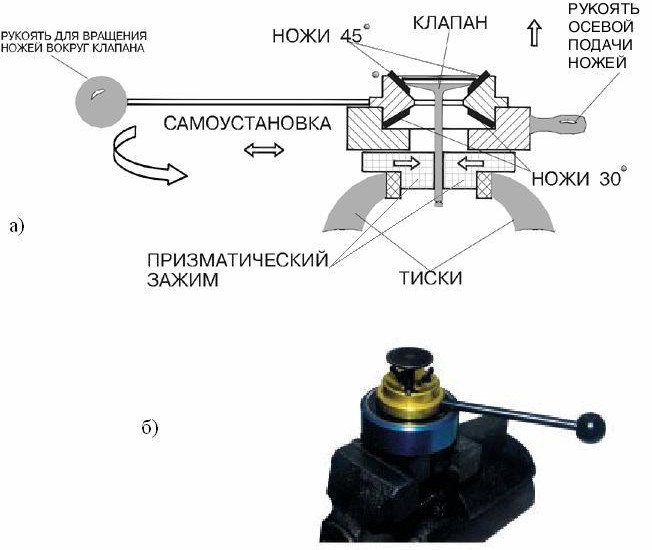
Рис. 8. Ручной инструмент GIZMATIC для ремонта фаски клапанов: а – схема инструмента; б – внешний вид в тисках
8. Наплавка стальных коленчатых валов
Наиболее простым из существующих в настоящее время способов наплавки стальных коленчатых валов с изношенными шейками является автоматическая наплавка под слоем легирующего флюса. При этом способе термическая обработка валов не нужна, потому что наплавленный металл в процессе его охлаждения самозакаливается до требуемой твердости. После наплавки коленчатые валы не укорачиваются. Усталостная прочность коленчатых валов, наплавленных под легирующим флюсом, несколько понижается, но это на их ходимость особого влияния не оказывает.
Автоматическую наплавку коленчатых валов под слоем флюса производят на специальных установках, основными элементами которых являются токарный станок, наплавочная головка и источник питания сварочной дуги. Чтобы снизить обороты шпинделя станка, между его приводом и ведомым шкивом устанавливают редуктор, рассчитанный на вращение шпинделя с частотой 2…5 об./мин. Для подачи электродной проволоки в зону горения дуги используются наплавочные головки. Возможно применение головок ОКС-1031Б, ОКС-1252А и др. Новая наплавочная головка ОКС-5523 работает в полуавтоматическом режиме. Особенностью ее является бесступенчатое регулирование скоростей подачи электродной проволоки и наличие универсальных центросместителей.
В качестве источников тока при автоматической наплавке под слоем флюса используют преобразователи ПСГ-500, ПСУ-500-2, выпрямители ВС-600, ВДУ-1202 и др.
Стальные коленчатые валы наплавляют чаще всего пружинной проволокой 2-го класса диаметром 1,6…2 мм. Флюс используют для защиты расплавленного металла от воздействия воздуха, стабилизации горения дуги и легирования наплавленного металла. Наибольшее применение при наплавке шеек стальных валов находит комбинированный флюс такого состава: флюс марки АН-348А – 93 %, графит порошковый – 2,5 %, феррохром порошковый – 2 %, жидкое стекло натриевое – 2,5 %.
Перед наплавкой восстанавливаемые поверхности шеек валов зачищают абразивной шкуркой до металлического блеска. Проволоку для наплавки очищают от ржавчины и органических масел. Для снятия с электродной проволоки остатков смазки перед входом проволоки в наплавочную головку устанавливают резиновые шайбы.
Отверстия масляных каналов коленчатого вала перед наплавкой закупоривают графитовой пастой, которую приготавливают в виде смеси графита с «жидким стеклом». Эту операцию выполняют заранее, чтобы паста успела затвердеть (приблизительно за 3…5 ч до наплавки).
Деталь в установочном приспособлении (центросместителе) нужно жестко закрепить, биение наплавляемых шеек не должно превышать 1,5 мм.
Наплавку шеек ведут на следующих режимах: напряжение на дуге – 22…26 В, сила сварочного тока – 170…200 А, частота вращения детали – 3…4 об./мин, шаг наплавки – 3…4 мм/об. Скорость подачи проволоки зависит от ее диаметра. При диаметре проволоки 1,6 мм скорость ее подачи составляет 100…120 м/ч, при диаметре 1,8 мм – 90…110 м/ч, при диаметре 2 мм – 80…100 м/ч.
В процессе наплавки флюс должен закрывать сварочную ванну и дугу, горящую между деталью и проволокой, достаточно толстым слоем. Малейшее обнажение электрической дуги приводит к нарушению стабильности протекания процесса, разбрызгиванию электродного металла, плохому формированию шва, образованию в наплавленном металле пор и раковин. Для того чтобы флюс лучше удерживался на поверхности шейки, электродную проволоку подают к детали с некоторым (8…10 мм) смещением по отношению к зениту в сторону, противоположную вращению детали. Чтобы поверхность наплавки была более ровной, образующийся валик должен перекрывать ранее наплавленный не менее чем на треть его ширины.
Современные технологии восстановления чугунных коленчатых валов Для восстановления чугунных коленчатых валов разработан целый ряд различных технологических процессов, которые предусматривают как механическую, так и термомеханическую обработку, в том числе наплавку и напыление. Применение той или иной технологии зависит от степени износа валов, а также от наличия на предприятии соответствующего оборудования и материалов.
Шлифовка под ремонтные размеры. Один из часто применяемых способов восстановления работоспособности коленчатых валов – шлифовка под ремонтные размеры. Преимущества этого способа в его простоте и минимальности технологических операций. Из оборудования требуется наличие круглошлифовального станка и типовой оснастки к нему. У этого способа имеется и ряд недостатков: потеря взаимозаменяемости деталей, потребность в дополнительных деталях (вкладыши) с ремонтными размерами, наличие складских площадей под них.
Вибродуговая наплавка в жидкости. При этом способе качество наплавленного металла зависит от многих факторов и резко ухудшается при изменении режимов наплавки и химического состава электродной проволоки. Поэтому даже при хорошо отлаженном процессе восстановления на шейках чугунных коленчатых валов часто встречаются поры и трещины. Количество пор увеличивается по глубине слоя, поэтому восстановленные чугунные коленчатые валы шлифуют лишь до третьего ремонтного размера, а затем выбраковывают. Усталостная прочность чугунных коленчатых валов, восстановленных вибродуговой наплавкой в жидкости, снижается на 35…40 %. Однако благодаря двукратному запасу прочности в эксплуатации наблюдается незначительное количество их поломок. Но применение этого способа наплавки для восстановления чугунных коленчатых валов двигателей грузовых автомобилей из-за значительного снижения усталостной прочности становится неприемлемым.
Вибродуговая наплавка в водокислородной среде. При этом способе восстановления наплавленный металл имеет структуру троостита, переходящую в сорбитообразный перлит с твердостью слоя HRC 42…48. Такой металл по износостойкости уступает высокопрочному чугуну, тем не менее коленчатые валы, восстановленные этим способом, обеспечивают срок службы двигателей, соответствующий пробегу автомобиля 50…60 тыс. км. В целом эксплуатационные свойства таких валов изучены недостаточно, но из-за низкой в сравнении с высокопрочным чугуном износостойкости наплавленного металла этот способ наплавки не может быть рекомендован к повсеместному использованию.
Двухслойная наплавка проволокой Св-08 под легирующим слоем флюса. Способ наплавки разработан в НИИАТе в СССР. Лучшие результаты из многочисленных вариантов двухслойной наплавки получаются при использовании малоуглеродистой проволоки Св08 диаметром 1,6 мм и легирующего флюса АН-348А (2,5 части графита, 2 части феррохрома № 6 и 0,25 части жидкого стекла). Металл первого слоя имеет аустенитное строение и твердость HRC 35…38, второй слой – мартенситное строение и твердость HRC 56…62 и содержит небольшое количество пор. Недостатком этого способа наплавки является образование большого количества трещин в наплавленном слое, вызывающих повышенный износ сопряженных вкладышей. Усталостная прочность чугунных коленчатых валов двигателей ЗМЗ 53-А, восстановленных двухслойной наплавкой под легирующим флюсом, снижается на 26…28 %, т. е. меньше, чем при вибродуговой наплавке в жидкости. Наличие на поверхности шеек большого количества трещин не позволяет рекомендовать этот способ для широкого применения.
Наплавка в среде углекислого газа. Данный способ наплавки также разработан в НИИАТе. Шейки чугунных коленчатых валов наплавлялись проволокой разных марок, в том числе Нп-2Х13, ОВС, Св-12ГС, Нп-30ХГСА, Св-08 и др. Во всех случаях структура наплавленного металла была неудовлетворительной, в слое имелись поры и трещины. Наименьшее количество дефектов на поверхности шеек получается при наплавке проволокой Нп-2Х13, наплавленный металл при этом имеет структуру аустенита с карбидной сеткой и неравномерную по длине твердость, колеблющуюся от HRC 51…60. Износ шеек чугунных коленчатых валов, наплавленных в углекислом газе проволокой Нп-2Х13, был больше ненаплавленных шеек. Усталостная прочность при этом способе снижается на 45…50 %. Из-за указанных недостатков такую наплавку применять нецелесообразно.
Плазменная металлизация. Среди новых технологических процессов большой интерес для восстановления деталей автомобилей представляют способы нанесения металлопокрытий с использованием плазменной струи в качестве источника тепловой энергии. Наиболее перспективным способом восстановления деталей нанесением износостойких металлопокрытий является плазменное напыление с последующим оплавлением покрытия. При этом в металле оплавленного покрытия доля основного металла минимальна. Покрытие обладает высокой износостойкостью, без пор и трещин. Процесс является высокопроизводительным. Недостаток этого способа – высокие начальные капиталовложения в оборудование. При отсутствии оборотных средств у предприятий этот недостаток не позволяет рекомендовать способ к повсеместному использованию.
Наплавка под легирующим флюсом по оболочке. Этот способ восстановления чугунных коленчатых валов позволяет получить наплавленный металл без пор и трещин при более высокой по сравнению с другими способами усталостной прочности восстановленных чугунных коленчатых валов. Достоинством способа является отсутствие пор и трещин, высокие прочностные характеристики и простое, доступное по цене оборудование.
Сущность способа заключается в следующем. Деталь обвертывают металлической оболочкой из листовой стали, плотно прижимают оболочку к поверхности детали с помощью специального приспособления и сваркой в среде углекислого газа прихватывают ее в стыке. После удаления приспособления производят автоматическую наплавку детали под флюсом по металлической оболочке непосредственно.
Известно, что для устранения трещин в наплавленном металле необходимо уменьшить в нем содержание углерода, кремния, марганца, серы и фосфора. Поскольку высокопрочный чугун содержит значительное количество этих элементов, при экспериментах применяли оболочку из стали 08 и проволоку Св-08, содержащие их в небольшом количестве.
При наплавке под флюсами АН-348А, ОСЦ-45, АН-15, АН-20 лучшее формирование слоя и меньшее количество дефектов получилось при использовании флюса АН-348А. С увеличением толщины оболочки глубина проплавления высокопрочного чугуна снижается, соответственно, уменьшается поступление в наплавленный металл углерода, кремния, марганца и других элементов. Поэтому для получения наплавленного металла мартенситной структуры с твердостью HRC 56…62 во флюс добавляли графит и феррохром, обеспечивая содержание в наплавленном металле углерода 0,6…0,8 % и требуемое количество хрома.
При толщине оболочки 0,8 мм трещины и поры в наплавленном металле отсутствовали, в то время как при обычных способах наплавки высокопрочного чугуна при содержании углерода 0,6…0,8 % трещин и пор избежать не удается.
С увеличением толщины оболочки уменьшается глубина проплавления чугуна и, соответственно, количество образующейся окиси углерода, вызывающей образование пор. При толщине оболочки 0,8 мм и более небольшое количество окиси углерода успевает выделиться из расплавленного металла и пор в нем не наблюдается. Устранению трещин при наплавке по оболочке способствуют два фактора: уменьшение поступления в наплавленный слой кремния, марганца, магния и снижение величины и скорости нарастания растягивающих напряжений в наплавленном валике в период его кристаллизации. Образование горячих трещин происходит в период нахождения расплава в твердожидком состоянии при определенной величине и скорости нарастания внутренних напряжений.
Высокоскоростное газотермическое напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью от 300 до 1000 м/с на поверхность детали (рис. 9).

Рис. 9. Процесс газотермического напыления шеек коленчатого вала
Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки. При этом происходит увеличение износостойкости более чем в 1,5 раза, увеличение коррозионной стойкости в 2 и более раз, восстановление износа посадочных и трущихся поверхностей от 10 мкм до 5 мм по диаметру с плотностью покрытия 99 % (рис. 10).
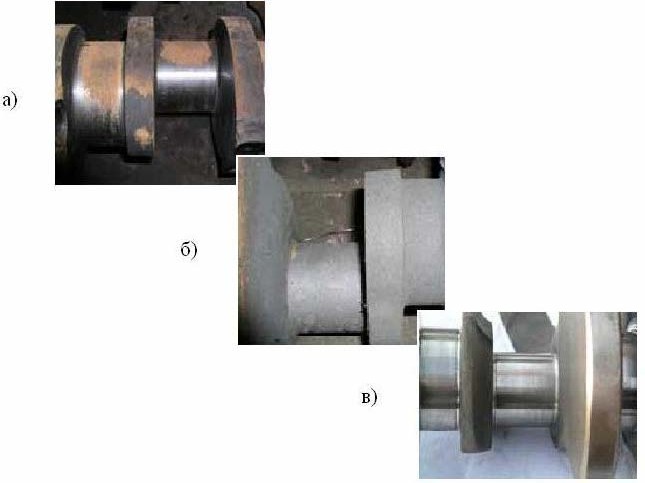
Рис. 10. Фрагмент коленчатого вала автомобиля: а – изношенная поверхность шеек; б – напыленная поверхность; в –поверхность шейки вала после финишной обработки
9. Ремонт поддона картера двигателя
Поддон картера двигателя (масляный картер) представляет собой тонкостенный резервуар для моторного масла, расположенный под двигателем (рис. 11). В самой нижней его части у дна находится заборник масляного насоса. При наезде на препятствие в месте удара образуется вмятина или даже пробоина. Смятый поддон может перекрыть или повредить маслозаборник и поступление масла в двигатель прекратится. То же самое произойдет и в случае его утечки через пробоину.

Рис. 11. Поддон картера двигателя: а – внешний вид поддона; б – поддон установлен на картере двигателя
В основном поддоны изготавливают штамповкой из сталей, однако встречаются поддоны, которые изготавливают путем литья из алюминиевых сплавов.
Технология ремонта поддона включает следующие операции:
- очистка картера от остатков масла, нагара и коррозии;
- рихтовка поддона, восстановление его геометрии;
- заварка трещин, наплавка пробоев или постановка заплат;
- нанесение на поддон лакокрасочного или другого антикоррозийного покрытия.
Заварка поддонов из алюминиевых сплавов осуществляется в основном с помощью аргонодуговой сварки плавящимся или неплавящимся (вольфрамовым) электродом с подачей присадочного прутка, по составу идентичного основному металлу.
Источник Источник http://nsportal.ru/npo-spo/transportnye-sredstva/library/2016/10/06/proekt-posta-diagnostiki-i-remonta-sistemy
Источник Источник http://turboru.ru/blog/vidy-remonta-dvigatelya-i-periodichnost-ih-provedeniya
Источник Источник Источник http://extxe.com/2949/tehnologija-vosstanovlenija-detalej-dvigatelja/