Бумагоделательная машина — Paper machine
| Внешний образ | |
|---|---|
 Посмотреть видео бумагоделательной машины Посмотреть видео бумагоделательной машины |
Бумагоделательной машины (или бумагоделательной машины ) является промышленная машина , которая используется в целлюлозно-бумажной промышленности , чтобы создать бумагу в больших количествах на высокой скорости. Современные бумагоделательные машины основаны на принципах машины Фурдринье, в которой движущаяся тканая сетка используется для создания непрерывного бумажного полотна путем фильтрации волокон, содержащихся в бумажной массе, и производства непрерывно движущегося влажного мата из волокна. Его сушат в машине, чтобы получить прочное бумажное полотно.
Базовый процесс представляет собой промышленную версию исторического процесса ручного изготовления бумаги, который не может удовлетворить потребности развивающегося современного общества в больших количествах субстрата для печати и письма. Первая современная бумагоделательная машина была изобретена в Великобритании Генри и Сили Фурдринье и запатентована в 1806 году.
Тот же процесс используется для производства картона на картоноделательной машине.
Содержание
- 1 Технологические разделы
- 2 История
- 2.1 Фурдринье машина
- 2.2 Подобные конструкции
- 2.3 Связанные изобретения
- 3 Типы пульпы и способы их приготовления
- 4 Подготовка бульона (мякоти)
- 5 Эксплуатация
- 5.1 Формовочная секция или мокрая часть
- 5.2 Варианты формующей секции Фурдринье
- 5.3 Пресс-центр
- 5.4 Сушильная секция
- 5.5 Форматный пресс
- 5.6 Раздел календаря
- 5.7 Секция катушки
- 5.8 Секция намотки
- 6 Глоссарий
- 7 Материалы
- 8 См. Также
- 9 Примечания
- 10 Ссылки
- 11 Внешние ссылки
Разделы процесса
Бумагоделательные машины обычно имеют как минимум пять отдельных операционных секций:
- Формовочная секция , обычно называемая мокрым концом, представляет собой непрерывно вращающуюся проволочную сетку, которая удаляет воду из бумаги, высасывая ее из суспензии с помощью вакуума.
- Секция пресса , где влажное волокнистое полотно проходит между большими валками, нагруженными под высоким давлением, чтобы выжать как можно больше воды.
- Секция сушки , где прессованный лист змеиным образом частично проходит вокруг ряда сушильных цилиндров с паровым нагревом. Сушка удаляет воду до уровня примерно 6%, при котором она остается в обычных атмосферных условиях в помещении. Инфракрасные сушилки также используются для дополнительной сушки в цилиндрах, где это необходимо.
- Секция клеильного пресса , где на полусухую бумагу наносится тонкий слой крахмала и / или других химикатов для улучшения некоторых свойств бумаги, уменьшения пылеобразования и воздухопроницаемости, увеличения жесткости, прочности на разрыв и кратковременного сжатия.
- Секция каландра , где высушенная бумага разглаживается под высокой нагрузкой и давлением. Только один зажим (когда лист зажат между двумя валками) необходим для удержания листа, который сжимается через секцию сушки и удерживается в напряжении между секцией пресса (или стопкой дробилки, если она используется) и каландром. Дополнительные зажимы обеспечивают большее сглаживание, но за счет снижения прочности бумаги.
- Секция барабана , где бумага, выходящая из машины, наматывается на отдельные катушки для дальнейшей обработки.
Также может быть секция покрытия для изменения характеристик поверхности с помощью таких покрытий, как фарфоровая глина.
История
До изобретения непрерывного производства бумаги бумагу изготавливали в виде отдельных листов путем перемешивания контейнера с суспензией целлюлозы и либо заливки ее в тканевое сито, называемое листовой формой, либо погружением и подъемом листовой формы из чана. Пока ткань оставалась в форме, влажную бумагу прижимали для удаления излишков воды. Затем лист поднимали и подвешивали на веревке или деревянном стержне для сушки на воздухе.
Фурдринье машина
В 1799 году Луи-Николя Робер из Эссонна , Франция, получил патент на бумагоделательную машину для непрерывного производства. В то время Роберт работал на Сен-Леже Дидо , с которым поссорился из-за права собственности на изобретение. Дидо считал, что Англия — лучшее место для разработки машины. Но в тяжелые времена Французской революции он не мог поехать туда сам, поэтому послал своего зятя Джона Гэмбла, англичанина, жившего в Париже. Через цепочку знакомых Гэмбл познакомился с братьями Сили и Генри Фурдринье , торговцами канцелярскими товарами Лондона, которые согласились профинансировать проект. 20 октября 1801 г. Gamble был выдан британский патент № 2487. В машине Fourdrinier использовалась конвейерная лента с сеткой из специальной ткани (известная как проволока, поскольку она когда-то была соткана из бронзы) в секции формования, где суспензия волокна (обычно древесины или другие растительные волокна) осушают, чтобы получить непрерывное бумажное полотно. Первоначальная формовочная секция Fourdrinier использовала горизонтальный дренажный участок, называемый дренажным столом .
С помощью Брайана Донкина , умелого и изобретательного механика, улучшенная версия оригинала Роберта была установлена на бумажной фабрике Фрогмор , Апсли, Хартфордшир , в 1803 году, а затем еще одна в 1804 году. Третья машина была установлена на собственном предприятии Фурдриннеров. мельница в Two Waters. Fourdriniers также купили фабрику в St Neots, намереваясь установить там две машины, и процесс и машины продолжали развиваться.
Томасу Гилпину чаще всего приписывают создание первой в США бумагоделательной машины цилиндрического типа в Брендивайн-Крик , Делавэр в 1817 году. Эта машина также была разработана в Англии, но это была машина для формования цилиндров. Машина Fourdrinier не была представлена в США до 1827 года.
Похожие дизайны
Записи показывают, что Чарльз Кинси из Патерсона, штат Нью-Джерси, уже запатентовал бумагоделательную машину непрерывного действия в 1807 году. Машина Кинси была построена на месте Дэниэлом Сауном, а к 1809 году машина Кинси успешно производила бумагу на фабрике Эссекс в Патерсоне. Финансовый стресс и потенциальные возможности, созданные эмбарго 1807 года, в конечном итоге убедили Кинси и его сторонников сменить фокус фабрики с бумаги на хлопок, и первые успехи Кинси в производстве бумаги вскоре были упущены из виду и забыты.
Патент Гилпина 1817 года был аналогичен патенту Кинси, как и патент Джона Эймса 1822 года. Патент Эймса был оспорен его конкурентами, утверждая, что Кинси был первоначальным изобретателем, а Эймс крал идеи других людей, их доказательством являлось использование Дэниела Сона работать на своей машине.
Связанные изобретения
Метод непрерывного производства, продемонстрированный бумагоделательной машиной, повлиял на развитие непрерывной прокатки чугуна, а затем стали и других непрерывных производственных процессов.
Виды пульпы и способы их приготовления
Растительные волокна, используемые для производства целлюлозы, состоят в основном из целлюлозы и полуцеллюлозы, которые имеют тенденцию к образованию молекулярных связей между волокнами в присутствии воды. После испарения воды волокна остаются связанными. Для большинства сортов бумаги нет необходимости добавлять дополнительные связующие, хотя можно добавлять добавки, повышающие прочность как в мокром, так и в сухом состоянии.
Тряпки из хлопка и льна были основным источником целлюлозы для бумаги до древесной массы. Сегодня почти вся целлюлоза состоит из древесного волокна. Хлопковое волокно используется в специальных сортах, обычно в бумаге для печати для таких вещей, как резюме и валюта.
Источниками тряпок часто являются отходы других производств, например, фрагменты джинсовой ткани или порезы перчаток. Волокна одежды происходят из хлопковой коробочки. Волокна могут иметь длину от 3 до 7 см, поскольку они присутствуют на хлопковом поле. Отбеливатель и другие химические вещества удаляют цвет с ткани в процессе приготовления, обычно с использованием пара. Фрагменты ткани механически истираются на волокна, и волокна укорачиваются до длины, подходящей для изготовления бумаги с помощью процесса резки. Тряпка и вода сбрасываются в корыто, образуя замкнутый контур. Цилиндр с режущими кромками, или ножи, и ложа ножа являются частью петли. Вращающийся цилиндр многократно толкает содержимое желоба. По мере того, как он медленно опускается в течение нескольких часов, он разбивает тряпки на волокна и разрезает их на нужную длину. Процесс резки прекращается, когда смесь проходит через цилиндр достаточное количество раз при запрограммированном конечном зазоре между ножами и станиной.
Другой источник хлопкового волокна — это процесс очистки хлопка . Семена остаются в окружении коротких волокон, известных как линт из- за своей короткой длины и сходства с ворсом. Лен слишком короток для успешного использования в ткани. Хлопок, удаленный с семян хлопчатника, бывает первого и второго разрезов. Первые разрезы длиннее.
Целлюлоза делится на две основных классификации: химическая и механическая . В производстве целлюлозы раньше использовался сульфитный процесс , но сейчас преобладает крафт-процесс . Крафт-целлюлоза имеет превосходную прочность по сравнению с сульфитной и механической целлюлозой, а отработанные химикаты крафт-процесса легче восстанавливать и регенерировать. И целлюлозу, и целлюлозу можно отбеливать до высокой степени белизны.
Химическая варка целлюлозы растворяет лигнин, который связывает волокна друг с другом, и связывает внешние фибриллы , составляющие отдельные волокна, с сердцевиной волокна. Лигнин, как и большинство других веществ, которые могут отделять волокна друг от друга, действует как разрыхлитель, снижая прочность. Прочность также зависит от сохранения длинных цепей молекул целлюлозы. Крафт-процесс, благодаря используемым соединениям щелочи и серы, имеет тенденцию минимизировать воздействие на целлюлозу и некристаллическую гемицеллюлозу , что способствует связыванию при растворении лигнина. Процессы кислой варки укорачивают целлюлозные цепи.
Из крафт-целлюлозы можно получить превосходный лайнер-картон и отличную бумагу для печати и письма.
Молотая древесина, основной ингредиент, используемый в газетной бумаге, и главный компонент журнальной бумаги (мелованные публикации) — это буквально измельченная древесина, полученная шлифовальной машиной. Поэтому в нем много лигнина, что снижает его прочность. В результате измельчения образуются очень короткие волокна, которые медленно стекают.
Термомеханическая масса (ТМП) представляет собой разновидность древесной массы, в которой волокна разделяются механически при достаточно высоких температурах, чтобы размягчить лигнин.
Между химической и механической целлюлозой существуют полухимические целлюлозы, в которых используется мягкая химическая обработка с последующей очисткой. Полухимическая целлюлоза часто используется для гофрирования.
Тюки переработанной бумаги (обычно старые гофрированные контейнеры) для небеленой (коричневой) упаковки можно просто измельчить, просеять и очистить. Переработка для изготовления белой бумаги обычно осуществляется на заводе по удалению краски, который включает просеивание, очистку, промывку, отбеливание и флотацию. Очищенная целлюлоза используется в бумаге для печати и письма, а также в салфетках , салфетках и бумажных полотенцах . Его часто смешивают с первичной мякотью.
На целлюлозно-бумажных комбинатах целлюлозу обычно хранят в башнях с высокой плотностью перед перекачкой для подготовки массы. Неинтегрированные заводы используют либо сухую целлюлозу, либо влажную (прессованную) целлюлозу, обычно получаемую в тюках. Тюки целлюлозы заталкиваются в измельчителе [повторно].
Приготовление бульона (мякоти)
Подготовка массы — это область, в которой целлюлозу обычно очищают, смешивают до соответствующей доли твердой древесины , мягкой древесины или переработанного волокна и разбавляют до максимально однородной и постоянной консистенции. Уровень pH регулируется, и при необходимости добавляются различные наполнители, такие как отбеливающие агенты, размер и прочность в мокром состоянии или прочность в сухом состоянии. Дополнительные наполнители, такие как глина , карбонат кальция и диоксид титана, увеличивают непрозрачность, поэтому печать на обратной стороне листа не будет отвлекать от содержимого на лицевой стороне листа. Наполнители также улучшают качество печати.
Пульпа перекачивается через последовательность резервуаров, которые обычно называют сундуками , которые могут быть круглыми или, чаще, прямоугольными. Исторически они изготавливались из специального железобетона, облицованного керамической плиткой, но также используются мягкие и нержавеющие стали. Суспензии пульпы низкой консистенции перемешиваются в этих ящиках с помощью пропеллерных мешалок рядом с всасывающим отверстием насоса в нижней части ящика.
В следующем процессе различные типы целлюлозы, если они используются, обычно обрабатываются на отдельных, но аналогичных технологических линиях до тех пор, пока не будут объединены в смесительном резервуаре:
Из хранилища высокой плотности или из измельчителя / гидроразбивателя пульпа перекачивается в резервуар для хранения низкой плотности (резервуар). Оттуда его обычно разбавляют примерно до 4% консистенции, прежде чем перекачивать в неочищенный резервуар. Из ящика нерафинированного сырья снова перекачивается с контролем консистенции через рафинер. Рафинирование представляет собой операцию , в результате чего пульпа суспензия проходит между парой дисков, один из которых неподвижен , а другой вращается со скоростью , как правило , 1000 или 1200 оборотов в минуту в течение 50 и 60 Гц переменного тока, соответственно. Диски имеют выступающие планки на гранях и проходят друг с другом с небольшим зазором. Это действие распускает внешний слой волокон, в результате чего фибриллы волокон частично отслаиваются и распускаются наружу, увеличивая площадь поверхности и способствуя соединению. Таким образом, рафинирование увеличивает прочность на разрыв. Например, папиросная бумага является относительно нерафинированной, тогда как упаковочная бумага более очищена. Очищенное сырье из рафинера затем поступает в сундук с очищенным бульоном или сундук для смешивания, если он используется как таковой.
Волокна твердой древесины обычно имеют длину 1 мм и меньший диаметр, чем длина 4 мм, типичная для волокон мягкой древесины. Рафинирование может привести к разрушению трубки из мягкого древесного волокна, что приведет к нежелательным свойствам листа.
Из очищенной массы или бункера для смешивания запас снова контролируется по консистенции, поскольку он перекачивается в аппарат. Он может быть очищен или добавки могут быть добавлены по пути в автомат.
Грудь машины — это в основном ящик для выравнивания консистенции, удерживаемый около 15 минут. Этого времени удерживания достаточно, чтобы позволить выровнять любые отклонения консистенции, попадающие в сундук, за счет действия клапана основного веса, получающего обратную связь от линейного сканера измерения основного веса. (Примечание: многие бумагоделательные машины ошибочно контролируют консистенцию, выходящую из ящика машины, что мешает контролю основного веса.)
Операция
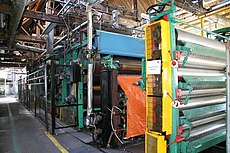
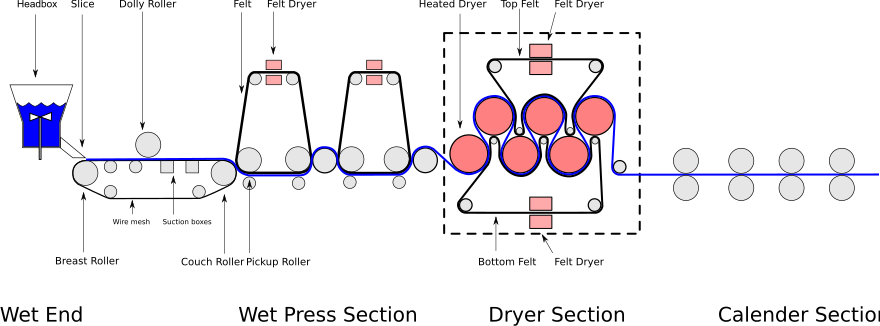
Эта бумагоделательная машина состоит из четырех основных секций. Формовочная часть превращает пульпу в основу для листов вдоль проволоки. Пресс — секция, которая удаляет большую часть оставшейся воды через систему зазоров валков , образованное прижатие друг к другу с помощью автоматизированного пресс войлоков , которые поддерживают лист и поглощают прессованную воду. Секция сушки бумагоделательной машины, как следует из названия, сушит бумагу с помощью ряда цилиндров с внутренним паровым нагревом, которые испаряют влагу. Каландры используются для придания поверхности бумаги гладкости и глянца. На практике каландровые валки обычно укладывают в штабель вертикально .
Формовочная часть или мокрый конец

От машины грудь запас перекачивается в напорный бак, обычно называемый «напорный бак» или материал коробки , цель которого заключается в поддержании постоянной напор (давление) на суспензии волокна или запаса , как он питает вес основы клапана. В сальниковой коробке также есть средства, позволяющие выходить пузырькам воздуха. Консистенция пульпы в камере сальника находится в диапазоне 3%. Поток из сальниковой коробки осуществляется под действием силы тяжести и регулируется клапаном основного веса на пути к всасыванию вентиляторного насоса, где он впрыскивается в основной поток воды к вентиляторному насосу. Основной поток воды, перекачиваемой вентиляторным насосом, поступает из резервуара или резервуара для белой воды, который собирает всю воду, слитую из формовочной секции бумагоделательной машины. До того, как будет введен поток волокна из набивочного бункера, в белой воде очень мало клетчатки. Белая вода постоянно рециркулирует вентиляторным насосом через напорный ящик и возвращается из ямы для проволоки и различных других резервуаров и резервуаров, которые получают дренаж от формирующей проволоки и дренаж с помощью вакуума из всасывающих ящиков и роликов для обработки влажного волокна. На пути к напорному ящику суспензия целлюлозы может проходить через центробежные очистители, которые удаляют тяжелые загрязняющие вещества , как песок, и экраны, которые разбивают комки волокна и удаление негабаритного мусора. В конечном итоге вентиляторный насос питает напорный ящик независимо от наличия центробежных очистителей или сеток.
Напорный ящик предназначен для создания турбулентности, чтобы волокна не слипались и равномерно распределяли суспензию по ширине проволоки. Древесные волокна имеют тенденцию притягиваться друг к другу, образуя комки, что называется флокуляцией. Флокуляция уменьшается за счет снижения консистенции и / или за счет перемешивания суспензии; однако удаление флокуляции становится очень трудным при концентрации намного выше 0,5%. Минимизация степени флокуляции при формовании важна для физических свойств бумаги .
Последовательность в напорном щик , как правило , менее 0,4% для большинства сортов бумаги с более длинными волокнами , требующих более низкой консистенцией , чем короткие волокна. Более высокая консистенция заставляет больше волокон ориентироваться в направлении z , в то время как более низкая консистенция способствует ориентации волокон в направлении xy . Более высокая консистенция способствует увеличению толщины (толщины) и жесткости, более низкая консистенция способствует более высокому растяжению и некоторым другим прочностным свойствам, а также улучшает формирование (однородность). Многие свойства листов продолжают улучшаться до консистенции ниже 0,1%; однако это непрактичное количество воды для обработки. (Большинство бумагоделательной машины работать более высокую консистенцию , чем напорный ящик оптимум , потому что они ускорили в течение долгого времени без замены насоса вентилятора и напорного. Существует также экономический компромисс с высокими затратами насосных для более низкой консистенции).
Складе суспензия, которую часто называют белую воду в этой точке, выходит из напорного ящика через прямоугольное отверстие регулируемой высоты называется срезом , белый водный поток время называется струя , и это находится под давлением на высокоскоростных машинах так, чтобы земли мягко на перемещение петли ткани или проволоки со скоростью , как правило , между плюс или минус 3% от скорости подачи проволоки, называемой лихорадки и сопротивления соответственно. Чрезмерная скорость или сопротивление приводит к большей ориентации волокон в продольном направлении и дает различные физические свойства в продольном и поперечном направлениях; однако этого явления нельзя полностью избежать на станках Фурдринье.
На низких машинах скорости на 700 футов в минуту, сила тяжести и высоту запаса в напорном ящике создает давление , достаточное для формирования струи через отверстие среза. Высота складе голова, которая дает Напорный щик свое название. Скорость струи по сравнению со скоростью проволоки известна как соотношение струи и проволоки . Когда соотношение струи и проволоки меньше единицы, волокна в заготовке вытягиваются в машинном направлении. На более медленных машинах, где перед сливом в массе остается достаточно жидкости, проволоку можно перемещать вперед и назад с помощью процесса, известного как встряхивание . Это обеспечивает некоторую степень рандомизации направления волокон и придает листу более однородную прочность как в продольном, так и в поперечном направлении. На быстрых машинах материал не остается на проволоке в жидкой форме достаточно долго, и длинные волокна совпадают с машиной. Когда соотношение струи и проволоки превышает единицу, волокна имеют тенденцию скапливаться в комки. В результате изменения плотности бумаги придают изделию вид старинной или пергаментной бумаги.
Два больших вала обычно образуют концы дренажной секции, которая называется дренажным столом . Рулон груди находится под окном потока, струя быть направлена на землю на нем примерно в верхнем центре. На другом конце дренажного стола находится отсасывающий ( кушетный ) валик. Кушетка представляет собой полую оболочку, в которой просверлены многие тысячи точно расположенных отверстий диаметром от 4 до 5 мм. Валок с полой оболочкой вращается над неподвижной всасывающей камерой, обычно размещаемой в центре вверху или вращающейся чуть ниже машины. Всасывающий короб нагнетает вакуум, который втягивает воду из полотна во всасывающий ящик. С отсасывающего вала лист подается в секцию пресса.
Вниз от отсасывающего вала и на более низком уровне находится ролик для поворота проволоки . Этот рулон приводится в движение и протягивает проволоку вокруг петли. Ролик для поворота проволоки имеет значительный угол намотки для захвата проволоки.
Для поддержки провода в области дренажного стола ряд дренажных элементов. Эти элементы не только поддерживают проволоку и способствуют дренажу, но и очищают лист от хлопьев. На тихоходных машинах этими элементами стола в основном являются ролики стола . По мере увеличения скорости всасывание, развиваемое в зазоре ролика стола, увеличивается, и на достаточно высокой скорости проволока отрывается назад после выхода из зоны вакуума и заставляет массу отскакивать от проволоки, нарушая пласт. Для предотвращения этого используются дренажные пленки. Фольги обычно имеют наклон от нуля до двух или трех градусов и обеспечивают более плавное действие. Там , где рулоны и фольга используются, валки используются вблизи напорного ящика и фольги далее вниз машины.
На столе у линии сушки расположены низковакуумные ящики, которые осушаются барометрической опорой под действием силы тяжести. За сухой линией идут отсасывающие камеры с приложенным вакуумом. Всасывающие ящики доходят до рулона дивана. На диване густота листа должна быть около 25%.
Варианты формовочной секции Фурдринье
Тип формующей секции обычно зависит от марки производимой бумаги или картона; однако многие старые машины имеют неоптимальную конструкцию. Старые машины можно модернизировать, добавив в них более подходящие формовочные секции.
Второй напорный ящик может быть добавлен к обычному Fourdrinier поставить другую смесь волокон на верхней части базового слоя. Вторичный напорный ящик обычно расположен в точке , где базовый лист полностью осушенная. Это не считается отдельным слоем, потому что действие воды хорошо перемешивает волокна верхнего и нижнего слоев. Вторичные напорные ящики обычно используются на облицовочном картоне .
Модификация основного стола Фурдринье путем добавления второй проволоки поверх дренажного стола известна как формирователь верхней проволоки . Нижний и верхний провода сходятся, и некоторый дренаж проходит через верхний провод. Верхний трос улучшает формирование, а также дает больший дренаж, что полезно для машин, которые были ускорены.
В Твине Провод машин или Gap бывшие использует два вертикальных проволоки в формовочной секции, таким образом увеличивая Обезвоживание скорости суспензии волокон , а также дают два равномерной односторонность.
Существуют также машины с целыми секциями Фурдринье, установленными над традиционным Фурдринье. Это позволяет изготавливать многослойную бумагу с особыми характеристиками. Их называют лучшими фурдриниерами, из них делают многослойную бумагу или картон . Обычно это используется для того, чтобы сделать верхний слой из беленого волокна поверх небеленого слоя.
Другой тип формовочной секции — это машина для формования цилиндров, изобретенная Джоном Дикинсоном в 1809 году, первоначально как конкурент машины Fourdrinier. Эта машина использует покрытый сеткой вращающийся цилиндр, частично погруженный в резервуар с волокнистой суспензией на мокром конце, чтобы сформировать бумажное полотно, обеспечивающее более беспорядочное распределение целлюлозных волокон. Цилиндрические машины могут формировать лист с более высокой плотностью, что дает более трехмерную ориентацию волокна, чем более низкую консистенцию, что приводит к более высокой толщине (толщине) и большей жесткости в машинном направлении (MD). Высокая MD-жесткость используется в пищевой упаковке, такой как коробки для хлопьев, и другие коробки, такие как стиральный порошок.
Тканевые машины обычно формируют бумажное полотно между проволокой и специальной тканью (войлоком), когда они наматываются на формующий валок. Полотно выдавливается из войлока прямо на сушилку большого диаметра, называемую янки . Бумага прилипает к янки-сушилке и снимается скребком, который называется « доктор» . Тканевые машины работают со скоростью до 2000 м / мин.
Источник http://ru.qaz.wiki/wiki/Paper_machine