Ремонт трещины в двигателе
Трещина в блоке цилиндров. Самостоятельный ремонт.
В этой статье мы рассмотрим:
- Ремонт трещины блока цилиндров
- Ремонт трещины Холодной сваркой
- Устранение микротрещины в блоке цилиндров или другом металлическом корпусе
Трещина на блоке цилиндров двигателя может возникнуть вследствие механических повреждений или по причине замерзания охлаждающей жидкости. Выполнять замену целого блока — идеальное, но дорогое удовольствие.
Если трещина касается клапанных гнезд или зеркала цилиндров — изделие неминуемо бракуется. Любые другие случаи, позволяют провести ремонт при помощи сварки, эпоксидного или анаэробного клея.
 Ремонт трещины в блоке двигателя горелкой или электросваркой.
Ремонт трещины в блоке двигателя горелкой или электросваркой.
Перед началом работы, следует определить какие повреждения получил корпус. От формы трещины, её длины и ширины будет зависеть технология ремонта.
Ремонт трещины блока цилиндров при помощи ацетиленовой горелкой — трудоемкий и сложный процесс, который должен выполнять профессионал. Причиной тому является локальный нагрев в зоне шва, который может привести к деформации после остывания.
Перед сварочными работами блок следует прогреть свыше 600 0 С, а затем медленно охлаждать в термопечи. Это необходимо для уменьшения напряжений после нагрева трещины. Деформаций не появится, но такая процедура требует специального оборудования (печь, хорошее сварочное оборудование, опытный сварщик).
Если ремонт трещины двигателя будет проводиться без предварительного нагревания корпуса, то следует выбрать метод электродуговой сварки в среде аргона. В процессе сварки не допускать перегрев выше 60 0 С.
Возможны проблемы связанные с материалом, из которого изготовлен корпус двигателя. Квалификация мастера и высококлассное оборудование не гарантирует, что герметичность будет восстановлена. Очень часто после процесса сварки, приходится усиливать проваренные швы еще полимерными составами.
Возможно сделать качественный ремонт блока двигателя без дорогого оборудования и в гаражных условиях?
Рассмотрим два альтернативных варианта как заделать трещины в двигателе без применения дорогих приспособлений. Такую работу может сделать один человек без особых навыков и с доступным инструментом. Эту технологию давно успешно применяют в мастерских для ремонта корпусов двигателей, компрессоров и насосов.

Компаунд для склейки «Холодная Сварка» Permatex® Cold Weld
Первый вариант, когда есть трещина с шириной более 0,1 мм.
- Нужно точно определить края трещины и засверлить их сверлом 4-5 мм. Потом мы сможем сделать заглушки, препятствующие дальнейшему росту трещины.
- При помощи угловой шлифмашины трещина разделывается по всей длине. Должен получиться канал с углом 90 градусов. Рекомендуемая глубина углубления ¾ толщины стенки.
- Разделанный шов очищается от стружки и тщательно обезжиривается. Требуется обезжирить также всю поверхность вокруг трещины на расстоянии 5-10 сантиметров. Можно использовать спирт, ацетон или другой растворитель не на нефтяной основе. Компания Перматекс рекомендует применить профессиональный очиститель Permatex® Non-Chlorinated Brake & Part

Анаэробный резьбовой фиксатор высокой прочности Permatex® High Strength Threadlocker RED
s Cleaner.
Холодная сварка Permatex® Cold Weld имеет отличную адгезию к черным металлам и алюминию. Выдерживает постоянный нагрев до 150 градусов Целься (кратковременно до +177 0 С), что вполне достаточно для двигателя.
Холодная сварка для трещин Permatex® Cold Weld очень быстро схватывается. Уже через 5 минут можно наносить следующий слой. (Рекомендуем наносить слои до 2 мм за раз.)
-
Когда трещина полностью закрыта, приступаем к дополнительному укреплению участка. Для этого на предварительно очищенную рядом поверхность, наносим тонкий слой Холодной сварки Permatex® Cold Weld. Сразу прижимаем на участок готовый кусок стеклоткани и прикатываем роликом.
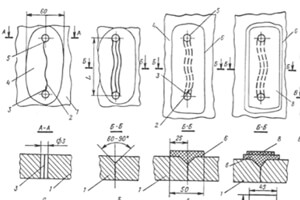
схема ремонта трещины. 1)засверлить концы трещины и очистить участок; 2) сделать углубление 90 градусов; 3) нанести клей и положить стеклоткань; 4) сделать несколько слоёв
Через несколько минут, когда состав немного отвердеет наносим сверху следующий слой Холодной сварки. Заплата должна немного перекрывать предыдущую. Рекомендуем сделать несколько (3-5) слоёв.
Второй вариант, когда есть тонкая трещина с шириной менее 0,1 мм.
Когда трещина еле видна или нет возможности разделать трещину шлифовальной машинкой, можно попробовать создать герметизацию проникающим анаэробным герметиком.
Данную технологию используют на литейных заводах для устранения микропористости металла. Там анаэробные составы используют литрами, у нас достаточно одного тюбика клея.
-
Определить края трещины, как и в первом способе – обязательное условие.

Очиститель тормозных узлов и других поверхностей – 82220
Очистить область ремонта от грязи. Очень тщательно обезжирить саму трещину, т. к. анаэробные составы требовательны к чистоте поверхности. Можно даже немного влить в трещину обезжириватель. С профессиональными очистителями данный процесс намного легче, потому что они часто идут в аэрозольных баллонах. Очищающий состав под давлением легко проникает в трещину и выбивает всю возможную там смазку. Мы рекомендуем использовать Permatex® Non-Chlorinated Brake & Parts CleanerилиPermatex® Pro-Strength Brake & Parts Cleaner.
По возможности края трещины засверлить и зафиксировать на болт с фиксатором Перматекс, как в первом варианте. Это желательно, но не всегда возможно в труднодоступных местах.

Анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN
Сразу после очистки трещины необходимо залить в неё анаэробный клей проникающего действия Permatex® Penetrating Grade Threadlocker GREEN. Не страшно если он будет выступать наружу. Пока анаэробный состав контактирует с воздухом он остаётся в жидком состоянии. И только в самом зазоре он превратится в прочный пластик. Выступившие излишки клея можно будет потом вытереть тканью.
Внимание!Данную работу можно проводить только с небольшими по толщине трещинами. В больших трещинах клей не заполнит полностью пространство и туда будет попадать воздух, что не даст полной герметичности шва. Второй раз заливать анаэробный клей бессмысленно, т. к. анаэробный состав на воздухе не твердеет.
Второй способ имеет много ограничений и для многих он в новинку. Но данная технология существует много лет и может быть единственным выходом без замены всего корпуса двигателя.
Итак, подытожим: Способ ремонта трещин двигателя с помощью клеевых композиций класса Permatex удовлетворяет требованиям:
- технология доступна и недорога, то есть не требует дорогостоящего оборудования, инструмента и материалов;
- выполняться персоналом средней квалификации;
- обеспечивать высокую надежность двигателя после ремонта.
Опрессовка головки и блока цилиндров двигателя
Вероятные симптомы и причины

Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
- Перегрев двигателя, из системы полностью вытекает антифриз. Если не стоит вопрос о герметичности самой системы охлаждения, в этом случае необходимо проверить насколько хорошо затянуты болты ГБЦ. Важно: будьте осторожны, при протяжке болтов они могут лопнуть.
- Некорректная работа прибора управления температурой (термопары), вследствие перегрева происходит деформация головки блока цилиндров.
- Неисправность пробки расширительного бачка, в которой клапан не держит давления, образуются воздушные пробки.
- В тёплую погоду происходит колебание температуры двигателя. Стрелка термодатчика производит резкие скачки в сторону увеличения, либо уменьшения температур.
- Вибрация двигателя или «троение», особенно это ощутимо при подъёме в гору. Как показывает практика, это один из распространенных симптомов образования именно микротрещин. Важно: чтобы подтвердить наличие микротрещин на блоке цилиндров или убедиться, что есть трещина в ГБЦ, выкрутите свечу зажигания. Если свеча мокрая, попробуйте жидкость на язык. Сладкий вкус означает что это антифриз, попадающий через микротрещину в масло. Долейте охлаждающую жидкость и включите двигатель, не закрывая капот и крышку расширительного бака. Если жидкость сразу начнёт кипеть, это верный признак наличия трещины в ГБЦ.
- Велика вероятность появления трещин возле направляющей втулки или втулки впускного клапана. В этом случае головку придется менять.
- Уходят газы. Для определения утечки можно надеть резиновую медицинскую перчатку на расширительный бачок, или горловину радиатора, и закрепить канцелярской резинкой. Если перчатка надувается, значит проблема есть.

Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
Подводим итоги
При обнаруженных трещинах следует помнить о существующих угрозах попадания охлаждающей жидкости в моторное мало или наоборот. Это может произойти как при деформации стенок каналов, так и появлении трещин.
Сложность заключается еще и в том, что при проведении ремонтных работ в своем гараже трещины, особенно микроскопические, обнаружить можно далеко не всегда.
Нельзя забывать, что проникновение из-за нарушенной герметичности моторного масла в охлаждающую жидкость и наоборот может привести к перегреву двигателя, повышенному износу деталей и даже ситуации, когда его может заклинить. Это вызовет необходимость проводить повторную полную или частичную замену установленных новых узлов.
Ограничиваться только визуальным осмотром для поиска трещин нельзя, необходимо проводить опрессовку ГБЦ и БЦ. Пропущенная при осмотре трещина сведет все усилия к нулю и работу нужно будет выполнять повторно.
Действительно качественно выполнить ремонтные работы под силу только профессиональным мастерам, которые могут решить проблему с помощью эффективных методов поиска трещин на специальном оборудовании.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.

- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как проводится процедура
Оборудование для проверки герметичности ГБЦ работает по принципу опрессовки сжатым воздухом внутренних поверхностей узла. Для этого все полости головки заглушаются с помощью специальных резиновых прокладок. Также герметизируется привалочная плоскость. Заглушки устанавливаются на отверстия каналов системы охлаждения, которые выходят сбоку головки блока. Один канал оставляют свободным – через него будет подаваться сжатый воздуха под давлением порядка 4-6 бар.
После этого головка блока цилиндров погружается термоизолированную ванну с водой. Температура в ванной поддерживается на уровне – около 70°С. Благодаря этому ГБЦ прогревается до рабочей температуры. При этом происходит расширение металла, открываются все скрытые трещины, которые при обычной температуре выявить не удается. Если из плоскости головки выходят пузырьки, это свидетельствует о ее не герметичности. Этот метод позволяет выявить и характер трещин (небольшие, сквозные и т.д.).
Стоимость проверки ГБЦ на герметичность варьируется, она зависит от объема работ, используемого оборудования и других факторов. Но важно помнить, что эта процедура позволит сэкономить большие деньги, которые придется потратить на покупку новой головки в случае ее выхода из строя и ремонт двигателя.
проводит профессиональную диагностику ГБЦ и ремонт любой степени сложности. Наш центр оснащен современным оборудованием, что позволяет гарантировать оперативность и качественный результат. Сотрудничаем с физическими и юридическими лицами. На оказанные услуги предоставляем гарантию, для клиентов действует гибкая система скидок.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.

Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.

Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
Привариваем заплатку на трещину в головке двигателя
Вы можете также приварить заплатку, для этого вам понадобятся медные электроды, обернутые жестью. В завершение швы необходимо покрыть эпоксидной пастой.
Эпоксидную пасту, о которой мы уже упомянули, можно использовать для устранения трещин в головке и блоке двигателя еще и другим способом. Для этого необходимо зачистить их поверхность, просверлить на концах трещины небольшие отверстия, после в них следует нарезать резьбу и ввернуть заподлицо заглушки из меди или алюминия. Затем необходимо обезжирить поверхность (для этого подойдет ацетон или бензин). После с помощью шпателя нужно наносить слой за слоем, в результате у вас должен получиться слой толщиной 3-4 миллиметра. После этого в течение суток эпоксид должен застыть, а если создать стоградусную жару, то он затвердеет за пару часов. В завершение следует отшлифовать поверхность и готово!
Для третьего способа ликвидации трещин нам вновь потребуется эпоксидная паста и стеклоткань, которую будем использовать в качестве заплатки. Подготовительный этап к работе аналогичен выше представленному, только каждый слой пасты нужно чередовать со стеклотканью. Не пожалейте, делайте заплатку с запасом в несколько миллиметров, иначе результат будет неудовлетворительным. Последний слой должен быть эпоксидным.
И завершающий на сегодня, но не последний в общем списке, вариант реанимирования трещин блока и головки двигателя – с помощью штифтов. Для этого в самом начале по всей трещине просверливаем отверстия на расстоянии 7-8 мм друг от друга. Нарезаем резьбу и ввертываем прутки из меди на глубину соответствующую толщине стенки. Затем обрезаем их ножовкой, оставляя выступающие над поверхностью детали на несколько миллиметров концы. После несильными ударами расчеканиваем концы штифтов, которые и образуют сплошной шов. Для закрепления результата в завершение можно покрыть это все эпоксидкой.
Мы описали наиболее подходящие для самостоятельного устранения трещин в головке и блоке двигателя варианты, однако на этом неприятности с авто, к сожалению, не заканчиваются, проблемы могут еще возникнуть при износе распредвала, а также при отработке амортизаторов. В любом случае, не отчаивайтесь, все это легко устранить своими руками, лишь следуя нашим нехитрым рекомендациям.

Несколько способов заделать трещины в блоке и головке двигателя Есть несколько способов устранения этих дефектов. Первый способ при помощи электросварки или обычной дрели
Если блок из чугуна, то концы трещины нужно засверлить сверлом и отшлифовать кругом под углом 90 градусов по всей длине либо каким-нибудь приспособлением, зубилом. Если вы выбрали ликвидацию трещин с помощью электросварки, то перед работой блок следует разогреть до 600 градусов Цельсия. Потом при помощи чугунно-медного присадочного прутка с диаметром 5 мм и флюса, наносят ровный сплошной слой, он не должен торчать более чем на 2 мм над поверхностью металла. Когда трещина будет заварена, блок нужно медленно охладить в термошкафу. Этот способ не единственный, можно заварить трещину и не подогревая блок, для этого понадобится электросварка. Можно приварить заплатку, для этого взять медные электроды и обернуть их жестью. После чего швы покрыть эпоксидной пастой.
Как заделать трещину в ГБЦ? Причины появления, диагностика и способы устранения

Причины появления трещин в головке блока цилиндров
Чаще всего трещины в ГБЦ появляются в результате механических повреждений, перегрева или по причине замерзания охлаждающей жидкости в системе охлаждения.
Признаки появления трещин в ГБЦ:
- Постепенное снижение уровня охлаждающей жидкости (ОЖ) в системе;
- Пузырьки в расширительном бачке системы охлаждения;
- Масло в антифризе или наоборот;
- Появление воздушной пробки;
- Постоянные проблемы с температурой ОЖ (то слишком большая, то наоборот).
Как найти трещину в ГБЦ?
Несмотря на вышеперечисленные признаки, найти саму трещину бывает довольно сложно, а порой и вовсе невозможно. Даже опытный «моторист» может очень долго искать место образования трещины. Все дело в том, что на разных моторах трещины появляются в разных местах.
Перечислим ос новные места появления трещин в ГБЦ
- Между клапанами. Как правило, трещину видно сразу, она проходит под седлами двух соседних клапанов.
- Между клапаном и свечой. Ситуация похожая, и сама трещина видна сразу, искать ее не придется.
- На дизельных моторах трещина легко может образоваться в месте расположения клапана и уйти в сторону форкамеры. Опять же, поиск этой трещины не займет много времени и сил. Однако если трещина в ГБЦ образуется под форкамерой, увидеть ее вряд ли удастся.
- Под направляющей клапана. Это место также одно из неприятных с точки зрения обнаружения. Первое — в канале достаточно темно, второе — трещина прикрыта направляющей втулкой. В такой ситуации необходим особый подход и диагностика.
Теперь предлагаю перейти непосредственно к перечню способов решения данной проблемы.
Как проверить герметичность клапанов?
Проверка герметичности клапана и седла выполняется следующим образом:
1. Снимается головка блока цилиндров (ГБЦ).
2. Выполняется очистка ГБЦ и корпуса подшипников от грязи, нагара и прочих масляных отложений.
3. Дальше необходимо выполнить тщательный осмотр головки и корпуса подшипников. При осмотре не должно быть никаких трещин, царапин или других следов повреждения.
4. После осматриваем рабочие поверхности корпуса подшипников, опор распредвала, а также стенок посадочных отверстий гидротолкателей, на них не должно быть никаких следов наплыва металла или задиров.
5. Направляющие клапанов и седла должны плотно сидеть и прилегать к «телу» ГБЦ. На седлах и клапанах не должно быть трещин или следов прогорания.
6. Используя шаблон, выполните проверку плоскостности ГБЦ, в случае отсутствия такового это можно сделать при помощи широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте нет ли зазора между ГБЦ и ребром линейки. Как правило, его можно заметить в центральной части или по краям. Измерьте зазор с обеих сторон, используя плоские щупы, максимально допустимый зазор – 0,1 мм. В случае если у вас вышло больше — потребуется фрезеровка привалочной плоскости или полная ее замена.

7. Дальше необходимо проверить герметичность ГБЦ. Чтобы выполнить такую проверку необходимо заглушить на торцевой поверхности головки блока окно подачи ОЖ к термостату. Дальше переверните головку и налейте керосин в ее рубашку охлаждения. Убедитесь в том, что нигде нет никаких подтечек, в случае обнаружения таковой следует произвести ремонт головки блока цилиндра или полностью ее заменить.
8. Теперь пришла очередь клапанов. Чтобы проверить герметичность клапанов ГБЦ положите ее на ровный стол привалочной плоскостью к верху, затем налейте в камеры сгорания головки керосин и подождите пару минут. Эту процедуру еще называют «проливкой». Если вы заметили, что уровень керосина в камере сгорания начал снижаться, или на столе появилась лужа, это значит, что в этой камере один из клапанов или оба клапана имеют негерметичность, а значит необходима притирка клапанов.

Как заделать трещину в ГБЦ — четыре проверенных способа

-
Газовая или электрическая сварка. В случае с чугунным блоком, например, как у ВАЗ, на концах трещины сверлится по отверстию, затем трещину углубляют и расширяют для лучшего сцепления сварного шва со стенкой. Сама ГБЦ перед сваркой как следует нагревается (
600-650°С). После, используя флюс, на чугунно-медный присадочный пруток и нейтральное пламя газовой сварки, наносится аккуратный ровный шов. Сам шов должен выступать над поверхностью, но не более 1.0-1.5 мм. По завершению всех сварочных работ блок подвергают медленному охлаждению в термошкафу.
Также иногда сварку выполняют без предварительного подогрева блока, однако в таком случае используется электросварка с постоянным током обратной полярности. Если этого требует трещина, допускается нанесение заплатки из мягкой стали, для этого используется электросварка и медные электроды, обернутые жестью. После, сварочные швы обрабатываются и покрываются эпоксидной пастой.

- Эпоксидная паста. Поверхность рядом с трещиной, а также сама трещина тщательно зачищается, практически до блеска. Дальше, как и в предыдущем случае, сверлится отверстие Ø 3-5 мм. В отверстиях нарезается резьба, после чего в нее закручиваются медные или алюминиевые заглушки, заподлицо. Вся трещина обрабатывается под углом 60-90° на глубину до ¾ толщины стенки. Поверхность вокруг самой трещины покрывается насечками для придания ей шероховатости. Перед нанесением эпоксидной пасты поверхность необходимо очистить обезжиривателем, ацетоном или на крайний случай бензином. Саму смолу наносят шпателем в 1-3 слоя. Толщина каждого слоя минимум — 2 мм, а общая толщина примерно — 3-4 мм., полное отвердевание происходит на протяжении суток. В случае подогрева или интенсивной сушки отвердевание произойдет всего за 3-4 часа. По завершению сушки поверхность можно подвергать шлифовке напильником или болгаркой.
- Эпоксидная паста + стеклоткань. Все подготовительные работы такие же, как и у предыдущего способа. Принцип нанесения практически такой же, единственное, в данном случае на каждый слой пасты наносится заплатка из стеклоткани, после чего слой прикатывается роликом. Важно: от края заплаты до края трещины должно быть не меньше 15-20 мм. Каждый новый слой должен перекрывать предыдущий. Всех слоев может быть от 2-х до 8-ми. Финишный слой покрывается пастой, после высыхания обрабатывается напильником или болгаркой.
Будет полезно: Как сделать рейлинги на авто своими руками?

- Установка штифтов. По краям трещины сверлятся отверстия Ø 4-5 мм. После, таким же сверлом необходимо насверлить отверстий по всей длине, расстояние между отверстиями 7-8 мм. В отверстиях нарезается резьба, затем в отверстия вкручиваются медные прутки на толщину стенки. После этого прутки подрезаются ножовкой, но не полностью, необходимо оставить кончики примерно 1.5-2 мм над поверхностью. Затем, между установленными штифтами сверлятся дополнительные отверстия таким образом, чтобы они могли перекрыть предыдущие. Когда все прутки образуют сплошную полосу, кончики расплющиваются при помощи молотка, тем самым расчеканивая поверхность штифтов и образуя сплошной медный шов. Для надежности поверхность покрывается эпоксидной пастой или смолой. После завершения ремонтных работ блок или головка в обязательном порядке опрессовывается.
Все вышеперечисленные работы должны выполняться специалистами, или людьми, которые понимают всю сложность процесса и умеют обращаться с теми или иными материалами.
Рекомендую посмотреть как производят ремонт трещин бока и ГБЦ профессионалы:
Комментарии и отзывы
Можно ли старому мастеру по ремонту двигателей легковых автомобилей оставить благодарность?
Информацию получить можно, почему?
Иван Иванович Баранов
Опыт работы на СТО:
Посмотреть все ответы
Avtozam.com — ваш помощник в ремонте и обслуживании авто
Использование вами данного веб-сайта означает ваше согласие с тем, что вы используете его на свой страх и риск.
Трещина в головке блока двигателя – это серьезная проблема, которая устраняется в лучшем случае дорогим ремонтом, ну а в худшем – капремонтом или заменой мотора. В основном трещины в головке появляются в результате перегрева, замерзания охлаждающей жидкости или же после стороннего механического воздействия.
Первые признаки появившейся трещины в головке:
Уменьшение уровня жидкость в расширительном бачке;
Масляные следы на поверхности охлаждающей жидкости в бачке;
Пузырьки в расширительном бачке;
Проблемы с температурой охлаждающей жидкости (критический нагрев или наоборот).
Диагностировать такую неисправность весьма просто, все признаки лежат «на поверхности», но вот найти саму трещину крайне тяжело, а порой и вовсе невозможно. Иногда даже опытные мотористы могут провозиться с двигателем много часов, прежде чем найдут место появления трещины.
1. В зазорах между клапанами. Такую трещину видно невооруженным глазом, она четко проходит между седлами соседствующих клапанов.
2. Между свечой и клапаном. Аналогичная ситуация – трещина хорошо видна и искать ее не нужно.
3. От места расположения клапана к форкамере (на двигателях дизельного типа). Такая трещина также находится на виду.
4. Трещина под форкамерой. Заметить такой дефект очень трудно, а иногда и вообще невозможно.
5. Непосредственно под направляющими клапанов. Неприятный дефект – редкий и незаметный. Во-первых, такая трещина прикрывается направляющей клапана, а во-вторых, в канале всегда темно и подсветить там очень затруднительно.
1. Электрическая или газовая сварка. Устранение трещины по такому способу аналогично устранению дефектов на чугунном блоке двигателя ВАЗ. Для начала по краям трещины сверлятся отверстия, далее саму трещину незначительно углубляют и расширяют. Делается это для улучшенного сцепления сварного шва с металлом головки блока. Также предварительно нужно саму головку блока прогреть до температуры (600 – 700С). Далее, используя медно-чугунный присадочный материал и флюс, наносится аккуратный шов на место дефекта. Отметим, что сварочный шов должен подниматься над поверхностью головки где-то на 1 – 1,5 миллиметра. После завершения сварочных работ головка блока должна медленно остыть в термическом шкафу. В некоторых случаях сварку проводят без предварительного подогрева, но тогда лучше пользоваться электросваркой на постоянном токе. Еще один вариант – установка заплатки на место трещины. Для проведения такого ремонта лучше использовать электросварку медными электродами обернутыми жестью. После выполнения таких работ сварочный шов нужно обязательно зачистить и покрыть эпоксидной пастой.
2. Использование эпоксидной смолы. Трещина и поверхность, находящаяся в непосредственной близости от нее, тщательно зачищается, желательно до блеска. Далее, опять-таки, сверлятся отверстия по краям трещины (диаметр 3 – 5мм.). В них нарезается резьба и закручиваются алюминиевые или медные заглушки (заподлицо). После этого саму трещину нужно обработать на глубину ¾ от толщины стенки и под углом 70 – 90 градусов. На поверхность трещины обязательно наносятся насечки, делается это для придания ей определенной шероховатости. После этого остается качественно обезжирить всю поверхность и нанести слой эпоксидной пасты. Саму пасту (смолу) нужно наносить шпателем где-то в три слоя. Толщина каждого наносимого слоя – 2 мм. Затвердевание наносимых слоев происходит в течение суток. Если поверхность головки подвергать интенсивной сушке или подогреву, то смола застынет уже через три – четыре часа. В завершении нанесенный слой эпоксидной смолы нужно отшлифовать болгаркой или обычным напильником.
3. Эпоксидная смола (паста) и стеклоткань. Подготовительные работы данного способа аналогичны предыдущему пункту. Да и принцип нанесения пасты также похож, но в данном случае после нанесения каждого слоя смолы устанавливается заплатка из стеклоткани, которая обязательно прокатывается роликом. Стоит учитывать, что от края заплатки до крайней точки трещины должно быть не менее 20 миллиметров. Всего можно накладывать от двух до восьми таких слоев. Завершающий слой обязательно покрывается смолой и подвергается зачистке болгаркой или стандартным плоским напильником.
4. Использование штифтов. На краях трещины сверлятся отверстия диаметром 4 – 5 миллиметров. Далее на протяжении всей трещины сверлятся еще отверстия, шаг между ними должен быть в пределах 7 – 8 миллиметров. Во всех отверстиях нарезается резьба. Далее в подготовленные отверстия вкручиваются медные стержни, верхушки которых обязательно подрезаются, но не полностью, а так, чтобы сверху остались кончики на высоте 1,5 – 2 мм. Следующий шаг – на протяжении трещины сверлятся новые отверстия так, чтобы они обязательно перекрывали уже имеющиеся отверстия. В итоге у вас должен получиться сплошная полоса из прутков. Последний шаг – расчеканить молотком медные верхушки стержней, таким образом вы образуете сплошной медный шов. Для пущей надежности готовый шов покрывают эпоксидной смолой.
После выполнения всех работ головку обязательно нужно опрессовать. Отметим, что все работы должны выполняться профессионалами или людьми, которые умеют обращаться с материалами и инструментами, а также понимают всю сложность и серьезность выполнения таких ремонтных работ.
Микротрещина в цилиндре наверно самая большая головная боль, хозяина автомобиля, так и мастера к которому он обращается. Все дело в том, что ее не видать визуально, а симптомы что начинает прогорать прокладка под головкой. Несколько раз попадались мне такие двигатели. Но бывает и микротрещина и в головке. Признак микротрещины в цилиндре и головке один и тот же что и начинающий прогар прокладки под головкой.
Расскажу сначала про микротрещину в головке, а ниже про микротрещину в цилиндре.
Подъехал парень на ВАЗ-2106 и говорит машина все время кипит, подождал немого пока перестанет кипеть двигатель, открыл крышку радиатора и долил охлаждающей жидкости в радиатор, завел двигатель на холостых оборотах. Стал смотреть в радиатор, вижу как пузыри выходят из радиатора, (но если долили жидкость в радиатор то обычно сразу выскакивает несколько пузырей но они быстро прекращаются), в переднеприводных машинах начинает раздувать бачек в который наливают охлаждающую жидкость и также идут пузыри. Если прокладка под головкой прогорела сильно то жидкость идет в цилиндр, сквозь поршень жидкость просачивается в блок двигателя и попадает в масло, признак, масло становится цвета белой эмульсии и увеличивается в объеме.
Сразу определил, что начинает прогорать прокладка, снимаю головку а прокладка новая (совсем свежая) и никакого намека на прогар, спросил, уже меняли прокладку, говорит два дня назад купил головку с рук, заменили ее и с тех пор кипит. Спрашиваю, а до этого на старой головке кипела, говорит, нет ни кипела, но она троила из-за прогара клапана, я решил купить эту головку тем более не дорого предложили, чтобы с той не мучится. Говорю, у тебя два варианта, покупать другую головку, или вези старую я ее починю, решил он ремонтировать старую (головка и правда была сильно ушатана, пришлось менять все клапана и направляющие втулки клапанов). Поставил отремонтированную головку и кипение прекратилось. Но что смешно, через некоторое время ко мне подъехал другой парень на ВАЗ-2107 и также пожаловался что кипит двигатель, открыл капот и узнал головку из-за которой кипела шестерка (на ней было пятно красной краской, потому и запомнил). Спросил у него давно головку менял, говорит, на днях. Рассказал я ему историю этой головки. Визуально в этой головке я так и не нашел микротрещины, и в каком она месте так и не понял.
Фото. Микротрещина в головке
Чаще всего микротрещина в головке бывает как показано на фото, и чаще всего в моей практики она бывает во втором или третьем цилиндре. На фото красным показано расположение микротрещины. Проще найти микротрещину так, зачистите ножом нагар в том месте где показана трещина, и она проявляется.
Фото. Головка от Нивы сразу с двумя микротрещинами
А один раз попалась головка сразу с двумя микротрещинами, она есть на фото и трещины показаны стрелками, их нашел сразу, стоило только ножом снять нагар. Признак этих микротрещин в этой Ниве был такой, второй и третий цилиндры троили, на малых оборотах, уходил тосол и вылетал через глушитель, также шли пузыри в радиатор, но в масло тосол не шел. Может потому что у этого движка очень хорошая поршневая группа, а была бы плохая поршневая то и в блок проникал бы тосол. Это так и осталось загадкой, почему не проникал тосол в масло сквозь поршни, думаю его очень мало поступало в цилиндры, в основном давление продавливало воздух в головку и совсем капли засасывало в цилиндры.
Признаки такие что и микротрещина в головке, повторятся не буду, а сразу опешу способ ремонта такого цилиндра. Хорошо если можно визуально найти такую трещину, это может быть скол в цилиндре, но чаще ее не видать, а проявляется она когда двигатель работает и нагревается до рабочей температуры. Сталкивался с микротрещиной, когда двигатель работал долго, и вдруг проявлялась микротрещина, но где она, неизвестно.
Фото. Трещина в цилиндре, отмечена стрелкой.
На фото видите блок двигателя ВАЗ 2106 с трещиной в цилиндре. А все потому, что этот блок рассчитан под поршни 79мм, его расточили под поршни 82мм. и видать плохо обкатывали, что и привело к этой трещине, признаки были такие, шли постоянные пузыри в расширительный бачек.
Мне попадались несколько машин с расточкой блока ВАЗ 2106 под поршни 82мм. и в принципе нормально работали. Но не советую этого делать, так как гильза цилиндра становиться очень тонкой, и есть большая возможность образования такой трещины.
Фото. Головка с тремя трещинами, обратите внимание, эту головку фрезеровали на станке, но такая фрезеровка недопустима, так как остаются очень глубокие неровности, они сразу прожимаются металлической частью прокладки, что способствует быстрому прогоранию прокладки. Головка при фрезеровании должна быть абсолютно гладкая.
Пришлось гильзовать этот блок, и ставить поршни 79мм. двигатель заработал как новый.
Всегда хозяина машины предупреждаю после того как снимаю головку и не нахожу прогара в прокладке и трещины в головке или блоке, что может быть две причины, и даю ему выбор с чего начнем первого, замены головки или будем гильзовать блок.
Главное чтобы расточник что растачивает цилиндры и гильзует блок был профессионал своего дела. Хороший расточник может отлично загильзовать даже явную трещину в цилиндре. Поэтому сразу предупредите расточника что в каком-то цилиндре микротрещина, (не знаю тонкости как гильзуют цилиндры) но несколько таких блоков двигателей после гильзовки ходят уже несколько лет и все нормально.
Обычно хозяин машины выбирает начинать с загильзовки блока, а если не поможет, тогда конечно придется менять головку.
Знаю одну девяносто девятую, которая ездит с такой микротрещиной, водитель просто слегка накручивает пробку на расширительный бачек чтобы его не раздувало, и она не кипит.
Это происходит так, завели двигатель, работает нормально, но через какое-то время начинает течь охлаждающая жидкость из под пробки расширительного бачка. Можно подумать что причина в микротрещине в прокладке, головке, или цилиндре двигателя, но пузырей во время прогрева в расширительном бачке нет. Обычно виновата в этом пробка расширительного бачка, в ней не держит давление клапан, стоит ее заменить новой как все прекращается.
Что интересно, видел машины которые ездили даже без пробок в расширительном бачке, но не кипели, а другие начинают закипать и образовывать воздушные пробки из-за плохого клапана в крышке расширительного бачка. Это для меня загадка.
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
Симптомы трещины в головке блока цилиндров

Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).





Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?

—под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Проверка ГБЦ на трещины

Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Как устранить негерметичность клапанов? Притирка клапанов
1. Устранение негерметичности клапанов выполняется путем их притирки к седлам, в случае отсутствия трещин или повреждений на тарелке и клапане его можно восстановить путем притирания. Для выполнения этой процедуры необходимо:
2. Снять с клапана маслосъемный колпачок.
3. Достать клапан, который плохо прилегает из направляющей втулки.
5. Клапан устанавливается в головке блока цилиндров, а к его стержню крепится «приспособа» для притирки клапанов
6. Прижимая клапан к седлу, выполняется притирка путем вращения клапана из стороны в сторону, сделав 10-15 таких движений поверните его на 90° и снова продолжите притирку. Выполнять притирку следует до тех пор, пока на тарелке и седле не образуется равномерная ровная поверхность, а сами детали не станут идеально прилегать друг к другу.
7. По завершению остатки притирочной пасты удаляются, а клапан с новыми маслосъемными колпачками устанавливается на место.
На этом у меня все, желаю удачи в работе! Спасибо, что читаете нас, до новых встреч на !
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки

Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
Будет полезно: Как проверить вариатор на теане
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ

Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.
Микротрещина в ГБЦ: в чем причины и как определить (1 фото)
Головка блока цилиндров — основной узел силового агрегата транспортного средства. Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ будет рассказано ниже.

Определить микротрещину в ГБЦ непросто. Прежде чем диагностировать появление проблем, рекомендуем разобраться в причинах, по которым головка блока цилиндров может треснуть.
Превышение допустимой разности температур
Зачастую трещинки и дефекты в ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неверно установленного зажигания. Такие проблемы приведут к увеличению температуры в двигателе на 200 и более градусов по сравнению со штатной. В итоге на самых тонких стенках головки блока появятся микротрещины. Речь идет об отверстиях для распылителей, стаканов форсунок и т. д.
«Рукотворное» механическое воздействие
К примеру, произойдет разрыв посадочного отверстия для седла клапана в месте рядом с гнездом форсунки. Это происходит в результате перетяжки самой форсунки. В этом месте толщина металла головки составляет не более 2 мм. Определить такие микротрещины можно, но их ремонт обычно нецелесообразен.
Проблем такого плана можно избежать, учитывая следующие нюансы:
1. Перед установкой новые шайбы следует нагревать на плите либо над газом. Детали нагреваются до посинения, после чего опускаются в холодную воду и охлаждаются. Эти действия обеспечивают мягкость шайб.
2. Под форсунки нельзя ставить медные шайбы и прочие типы уплотнений, использовавшиеся ранее.
3. Прежде чем произвести монтаж новых шайб, их состояние следует проверить с помощью магнита. Есть вероятность покупки обмедненных деталей.
4. После учета этих моментов допускается затяжка форсунки, при этом важно соблюдать регламент, установленный автомобильным производителем. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалистам.
Появление микротрещин в ГБЦ часто обусловлено монтажом направляющих втулок в тонкостенные головки. При установке необходимо внимательно проверять габариты внешнего диаметра втулки, а также размеры отверстия для ее фиксации. Технологию монтажа нарушать нельзя — в разогретую головку блока запрессовывают охлажденные в жидком азоте втулки. Если это правило не будет соблюдаться, это приведет к появлению радиальных дефектов от внешнего диаметра направляющей втулки.
Необходимость определить повреждения в головке блока возникает из-за дефектов, допущенных при производстве. Сама ГБЦ имеет сложную конфигурацию, а стенки в ней характеризуются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непродавливанию металла в определенных местах и нарушению его структуры. В итоге это приводит к появлению небольших пустот и увеличенной скорости образования ржавчины в них. При последующей эксплуатации поверхность водяной рубашки и камеры сгорания будут соединены, либо возникнут трещины из-за серьезного ослабления в тонких местах.
При нарушении структуры металла сильно ослабятся межмолекулярные связи ГБЦ. Из-за этого материал станет более хрупким, что приведет к появлению дефектов. На практике неисправности такого плана обычно встречаются в перемычках между отверстиями для седел и форсунок. Трещины появляются в каналах, расположенных за клапанами.
Типичные места образования трещин в ГБЦ
Определить микротрещину в ГБЦ — задача трудная для опытного специалиста. Ведь повреждения образуются не в одном и том же месте. Однако найти их по факту не так сложно. Особенно если у вас есть перечень мест, которые вы можете осмотреть визуально:
1. Между клапанами двигателя. Дефект будет виден сразу. Обычно он появляется под седлами клапанов, расположенных по соседству.
2. В дизельных силовых агрегатах микротрещины могут пойти от клапана к форкамере. Такой изъян найти несложно, однако увидеть его проблематично, поскольку он появляется непосредственно под форкамерой и не выходит наружу.
3. Трещины часто образуются между клапанами и свечами. Увидеть такую неисправность можно без проблем.
4. Иногда повреждения образуются под направляющими клапанов. Здесь неисправности не видно. В канале клапана достаточно темно, а сам дефект обычно прикрывается направляющей втулкой. Поэтому визуальная диагностика здесь не подходит.
Признаки наличия трещин
Выявление повреждений на корпусе головки блока цилиндров можно осуществить в соответствии с признаками. Подробно рассмотрим симптомы, которые позволят произвести проверку и определить наличие микротрещин.
Первый признак — смешивание моторной и охлаждающей жидкостей. В результате этого в силовом агрегате образуется эмульсия. На поверхности масла появляется пена с белым оттенком. В расширительном бачке с охлаждающей жидкостью образуется пленка из смазки. Такие же признаки свидетельствуют о повреждении прокладки ГБЦ. Впускной канал
При появлении трещин в головке блока во впускной канал будет попадать охлаждающая жидкость. Из-за этого поршни силового агрегата будут отмыты практически до блеска. Вы сможете их увидеть, посмотрев через свечное отверстие. При попадании антифриза во впускной канал, из глушителя будет идти белый дым. Но этот признак наблюдается не всегда.
Если трещина появилась в канале выпуска, хладагент пройдёт через трубу в виде пара. После прогрева и раньше силовой агрегат будет выпускать пар, но визуально увидеть это не получится. Расходный материал уходит из расширительного бачка. Не будет и запаха от отработанных газов.
Через появившийся дефект часть расходного материала будет поступать в камеру сгорания, но его объем обычно незначительный. Это обусловлено большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует возникновению высокого давления. Из-за этого в охладительную систему будут поступать отработанные газы. В результате давление будет более высоким.
Это приведет к увеличению объема магистралей системы охлаждения. А из расширительного бачка начнет доноситься запах отработанных газов. Пока в охладительной системе присутствует высокое давление, расходный материал может попасть в камеру сгорания. Здесь произойдет разрежение и засос воздуха. В результате большой разницы в давлении охлаждающая жидкость поступает в камеру сгорания. Основной признак — очищенные поршни, запах в расширительном резервуаре, увеличение объема шлангов. При этом радиатор отопительной системы будет холодным из-за появления в нем воздушной пробки.
Как можно проверить?
Прежде чем сделать ремонт или произвести замену ГБЦ, ее необходимо проверить. Ниже рассмотрим способы, которые позволят выявить наличие повреждений на головке блока цилиндров в домашних условиях.
Этот способ — наиболее быстрый вариант узнать о наличии дефектов. Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их монтажа головку блока следует обсыпать металлической стружкой. Это приведет к ее перемещению к магнитам. А на дефектах стружка будет оставаться, что позволит выявить повреждения.
Будет полезно: Как сделать воск для автомобиля своими руками?
Обнаружить трещину в ГБЦ можно несколькими способами: произвести погружение головки под воду или не делать этого. Способ диагностики с погружением ГБЦ:
– Демонтируйте головку блока цилиндров с двигателя. Процесс снятия мы описывать не будем, поскольку он индивидуальный для каждого транспортного средства. – Плотно закройте все каналы контура в верхней части устройства. – Погрузите головку блока в емкость. Налейте в нее горячую воду. Емкость должна быть большой, чтобы ГБЦ полностью была погружена в нее. – После этого в контур устройства подайте сжатый воздух. В месте, где появились пузырьки, есть дефекты и трещины.
Можно не погружать ГБЦ в воду:
– Надежно закройте все каналы на контуре устройства. – Приготовьте мыльный раствор, для этого смешайте мыло с водой. – На плоскость крышки ГБЦ налейте получившийся раствор. – Подайте сжатый воздух в контур. В месте, где появились мыльные пузырьки, имеются микротрещины.
Этот способ выполняется с помощью воды. Только головку блока цилиндров опускать в нее не нужно, жидкость заливается непосредственно внутрь. Для диагностики вам потребуется насос:
– Плотно закройте все имеющиеся отверстия. – В канал устройства налейте жидкость. – Возьмите насос и накачайте воздух в канал. Желательно, чтобы инструмент был с манометром. – Давление подачи воздуха должно составить не меньше 0.7 МПа. – После этого ГБЦ должна постоять 2-3 часа. Если вода из нее уйдет, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика при помощи жидкости
– Сначала поверхность устройства необходимо полностью промыть. Для очистки воспользуйтесь ацетоном или другим растворителем. Можно использовать и керосин. – После надо подготовить красящуюся жидкость. Она наносится на поверхность головки блока, после этого ждете 3-5 минут. – Затем надо воспользоваться ветошью для смыва остатков жидкости. Вам необходимо посмотреть на корпус ГБЦ — при наличии трещин вы сможете увидеть повреждения.
Головка блока цилиндров может иметь различные дефекты: трещины, коробление поверхности прилегания к блоку цилиндров, износ, риски, раковины на седлах клапанов, ослабление посадки седел клапанов, износ отверстий и направляющие втулок клапанов, износ отверстий под направляющие втулок и резьбовых отверстий.
Если для устранения неисправности не нужно разбирать весь двигатель, снимают головку блока цилиндров. Это производится для удаления нагара с поверхности камер сгорании а также для замены клапанов, прокладки головки или направляющих втулок клапанов.
Для того, чтобы снять головку блока цилиндров, необходимо отсоединить провод «массы» аккумуляторной батареи подставить под двигатель емкость и слить охлаждающую жидкость. Для слива жидкости необходимо:
• ослабить хомут крепления подводящего шланга отопителя на штуцере отбора жидкости из головки блока и снять шланг;
• ослабить хомуты крепления рукавов на выпускном патрубке и снять рукава с патрубка;
• снять соединительный шланг системы вентиляции картера со штуцером карбюратора;
• снять со штуцера подводящего фланца карбюратора шланг системы вентиляции картера;
• отвернуть гайки крепления подводящего фланца к карбюратору и снять со шпилек карбюратора фланец и прокладку фланца;
• отсоединить от карбюратора тросы привода дроссельной и воздушной заслонок; ослабить хомут и снять со штуцера карбюратора шланг подвода топлива;
• снять со штуцера карбюратора трубку управления вакуумным регулятором опережения зажигания;
• снять со штуцера ЭПХХ карбюратора трубку системы управления ЭПХХ; отсоединить от карбюратора провода датчика положения дроссельной заслонки; отвернуть гайки крепления и снять карбюратор;
• ослабить хомуты и снять со штуцеров, расположенных на впускной трубе, шланги отвода охлаждающей жидкости и тормозного усилителя;
• отсоединить приемную трубу глушителя, отвернув гайки ее крепления;
• отвернуть болты крепления верхней крышки распределительных звездочек и снять крышку;
• расконтрить и отвернуть болты крепления ведомой звездочки привода распределительного вала и снять ее, не разъединяя с цепью. ,
Для разборки головки блока цилиндров ее необходимо установить на стенд или стол, отсоединить выпускной коллектор и впускную трубу с карбюратором, одновременно отсоединяя заборник теплого воздуха, затем нужно снять топливный насос, закрепить головку в тисках, отвернуть винт крепления упорного фланца распределительного вала и снять фланец, снять наконечники стержней клапанов, для чего раса контрить и вывернуть регулировочные винты на коромысле до положения, когда сферические концы входят в резьбовые отверстия.
Далее нужно пометить все коромысла и втулки, чтобы при сборке установить их на прежнее место; выбить оси коромысел из отверстий в головке ударом молотка по оправки снять коромысла, пружины осей и распорные втулки; вынув распределительный вал из корпуса подшипников; пометил каждый клапан порядковым номером цилиндра, чтобы сохранить порядок расположения клапанов; съемником снять клапаны.
Чтобы снять клапаны, нужно сжать пружины и снять сухари со стержня клапана; затем, ослабляя нажим, освободив пружины клапана; снять съемник и пружины вместе с тарелкой клапана и защитным колпаком, вынуть клапаны из направляющей втулки и снять таким же способом все остальные клапаны.
Проверка головки блока цилиндров на герметичность. Для проверки на герметичность отверстия головки закрывают заглушками и нагнетают в головку воду под давлением 5 кгс/см! Утечки не должно быть в течение двух минут.
Кроме этого метода, существует метод проверки герметичности головки блока цилиндров при помощи сжатого возя духа. Для этого в головку блока цилиндров подают сжатья воздух под давлением 2 кгс/см2, опускают ее в емкость с водой, нагретой до 75–85°С и, если в течение одной минут выхода пузырьков воздуха из нее не наблюдается, головка герметична.
После проверки на герметичность головку нужно очистить от масла и загрязнений. Перед установкой головку блок цилиндров проверяют на плоскостность с помощью стальной линейки и щупа. Практически для всех двигателей допускается неплоскостность до 0,1 мм. Перед сборкой головки предварительно смазывают резьбу болтов, окунув их в моторное масло. Если длина болтов превышает номинальную более чем на 3 мм, их заменяют новыми.
Если в головке блока цилиндров обнаружены трещины, их заваривают электродуговой сваркой в среде аргона. Если обнаружены трещины более 50 мм или имеются несколько трещин, составляющих вместе более 50 мм, головка не подлежит ремонту. Бракуется она и при наличии трещин, выходящих в камеры сгорания, а также при трещинах в недоступных для ремонта местах. После заваривания трещин головку подвергают гидравлическому испытанию под давлением 3 кгс/см2. Если на поверхности прилегания головки к блоку цилиндров обнаружено коробление, его устраняют фрезерованием или шлифованием. При этом нужно помнить, что при снятии толстого слоя металла с поверхности головки уменьшается объем камер сгорания. Шлифованием с помощью дрели или шлифовальной машинки устраняют следы выработки, раковины на седлах клапанов, риски, оставшиеся после притирки. Сборку головки блока цилиндров производят в порядке обратном разборке, проверив состояние и величину износа стержней клапанов и их направляющих втулок, рабочих фасок, седел и клапанных пружин. После ремонта при каждой сборке головки блока цилиндров с клапанами уплотнительные шайбы пружин клапана, независимо от состояния, заменяют новыми. При износе стержней клапанов клапаны заменяют новыми. Устанавливая стержни клапанов в головку, их смазывают графитовой смазкой.
Установку головки блоков цилиндров, затяжку болтов или гаек ее крепления, как и гаек крепления корпусов подшипников распределительного вала производят в определенной последовательности индивидуально для каждого двигателя. Устанавливают головку блоков цилиндров при поршнях, находящихся на одинаковой высоте в среднем положении, чтобы не повредить поршни и клапаны.
Треснул блок двигателя: что делать?
Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Поиск трещин в двигателе и в цилиндрах
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
После того как детали полностью очищены, необходимо осмотреть их на наличие дефектов. Обнаружить мелкие дефекты помогает увеличительное стекло. Самые ответственные детали должны быть проверены на отсутствие трещин с помощью специальных приборов магнитной и проникающей дефектоскопии. Внутренние детали, такие как поршни, шатуны и коленчатые валы, при обнаружении трещин подлежат замене. Трещины в блоке цилиндров и головке блока цилиндров часто удается отремонтировать. Технологии ремонта таких дефектов описаны в последующих разделах (рис. 10.10).
Рис. 10.10. Для проверки того, что след на стенке цилиндра представляет собой трещину, в охлаждающую рубашку был подан сжатый воздух и на поверхность цилиндра был нанесен мыльный раствор. Пузырьки воздуха подтвердили, что след на стенке цилиндра, несомненно, является трещиной
МАГНИТНАЯ ДЕФЕКТОСКОПИЯ ТРЕЩИН
Метод проверки на наличие трещины с использованием магнитного поля имеет общепринятое название — магнитопорошковая дефектоскопия. Визуальным осмотром часто бывает невозможно обнаружить трещины в блоке цилиндров, головке блока цилиндров, коленчатом валу и других деталях. Именно по этой причине на ремонтных предприятиях и моторостроительных заводах широко используются специальные методы для проверки на отсутствие трещин всех ответственных деталей двигателя.
Метод контроля с использованием магнитного поля чаще всего используется для контроля стальных и чугунных деталей. Металлическая деталь двигателя (например, чугунная головка блока цилиндров) вносится в магнитное поле, создаваемое мощным электромагнитом. Силовые линии магнитного поля легко пронизывают чугун. Концентрация силовых линий магнитного поля возрастает на краях трещины. На поверхность проверяемой детали напыляется тонкодисперсный железный порошок, который скапливается в том месте, где концентрация силовых линий магнитного поля выше — по краям трещины (рис. 10.11-10.14).
Рис. 10.11. Эта трещина в блоке цилиндров старого восьмицилиндрового V-образного двигателя Ford 289 была сделана, по-видимому, автомехаником, слишком усердно пытавшимся выкрутить пробку из блока. Он должен был бы прогреть перед этим пробку и пропитать резьбу парафином — не только для того чтобы облегчить себе работу, но и для того, чтобы уберечь двигатель от повреждения
Рис. 10.12. Магнитопорошковый контроль, выполняемый на крупном ремонтном предприятии
Рис. 10.13. Светлый железный порошок концентрируется по краям трещин. На этой фотографии видна трещина в седле выпускного клапана, обнаруженная при проверке головки блока цилиндров
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО КРАСИТЕЛЯ
Контроль методом проникающего красителя используется для дефектоскопии поршней и других деталей, изготовленных из алюминия или другого немагнитного материала. Сначала на проверяемый участок поверхности разбрызгивается темно-красный прони-кающии краситель. После очистки на проверяемый участок поверхности напыляется белый порошок. При наличии трещины сквозь белый слой в месте дефекта проступит след красителя. Хотя этот метод применим также для контроля деталей, изготовленных из чугуна и стали (магнитных материалов), но обычно он применяется для контроля только изделий из немагнитных материалов, потому что методы магнитной дефектоскопии для их контроля непригодны.
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО ФЛУОРЕСЦЕНТНОГО ВЕЩЕСТВА
Флуоресцентный проникающии состав светится при облучении его ультрафиолетовыми лучами. Этот метод применим для контроля деталей из стали, чугуна и алюминия. Общепринятое название этого метода — Zyglo, является торговой маркой корпорации Magnaflux Corporation При ультрафиолетовом освещении в тех местах, где имеются трещины, видны яркие линии.
Рис. 10.14. Прибор для магнитопорошковой дефектоскопии (а). Так выглядит трещина в стенке цилиндра после того, как на стенку был нанесен мелкодисперсный железный порошок (публикуется с любезного разрешения компании George Olcott Company) (б)
КОНТРОЛЬ ПОВЫШЕННЫМ ДАВЛЕНИЕМ
Головки блока цилиндров и блоки цилиндров часто испытывают на наличие утечек иод давлением сжатого воздуха. Все каналы охлаждения запечатываются резиновыми пробками или прокладками и в водяную рубашку(и) подается сжатый воздух от компрессора. Проверяемая головка или блок цилиндров погружается в воду и воздушные пузырьки указывают места утечек. Для большей точности результатов контроля вода должна быть горячей. Под воздействием горячей воды отливка расширяется примерно настолько же, как и в работающем двигателе.
Рис. 10.15. Контроль повышенным давлением блока цилиндров восьмицилиндрового V-образного двигателя Chevrolet с использованием горячей воды. Головки блока цилиндров также проверяются под давлением на аналогичном оборудовании. Под действием горячей воды металлические детали расширяются и малеишие утечки обнаруживаются легче, чем в случае, когда при контроле повышенным давлением используется холодная вода
Альтернативный метод заключается в пропускании через цилиндр или блок горячей воды с растворенным в ней красителем. Просочившаяся вода указывает места трещин.
Дефектоскопия трещин
Ил. 19.1. Для проверки чугунной головки блока цилиндров на наличие трещин используется мощный электромагнит. Головка блока цилиндров должна быть тщательно очищена и установлена на рабочем столе, обеспечивающем хорошие условия наблюдения
Ил. 19.2. Электромагнит включается выключателем, расположенным сверху на его корпусе, и между полюсами магнита распыляется мелкодисперсный железный порошок. Концентрация силовых линий магнитного поля на краях трещины выше, и в этом месте, вокруг трещины, концентрация железного порошка также будет выше
Ил. 19.3. Особенно тщательно проверяйте участки вокруг и между седлами клапанов
Ил. 19.4. В этой головке блока цилиндров от двух седел клапанов расходятся трещины. Эту головку придется либо заменять, либо ремонтировать
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Ремонт трещин ГБЦ на дизеле
Способов устранения разломов много — все зависит от объема повреждения. В некоторых случаях блок лучше полностью заменить, чем пытаться его отремонтировать. Если повреждена гильза, то ее тоже меняют. Но здесь мы будем говорить о том, что делать, если деталь нужно именно отремонтировать.
Подготовка
Прежде всего дефект чугунного блока нужно зафиксировать. При помощи фрезы или отрезного абразивного круга на трещине проделываем канавку. Ее глубина не должна превышать 2 мм. Чтобы разрыв «не расползался», засверливаем его по краям. Также трещину прихватываем штифтами или сваркой. Прихватку нужно сделать минимум в 2 местах.
Теперь обрабатываемой поверхности нужно придать необходимую для сцепления шероховатость. Лучше всего подойдет абразивный состав К-00-04-16. Абразивный порошок наносим на поверхность под давлением, пока не будет достигнута нужна степень адгезии. Для этого применяем абразивоструйный аппарат СД-6. Использовать его нужно на третьем режиме.
Сварка
Этот способ – самый распространённый, но важно чётко соблюдать регламент. Если при сварке допустить ошибку, при работе мотора швы разойдутся. Перед сваркой засверливаем концы разлома — так предотвратим его «расползание». Засверливаем под углом 90 градусов.
БЦ предварительно разогреваем до 650 градусов. Потом накладываем сварочный шов. В качестве присадки используем чугунный прут. Потом остужаем разогретую сваркой деталь. Охлаждение должно быть постепенным, иначе шов разорвется. Заваривание шва должно быть на холодной детали. Сварка проводится медными электродами в железной обертке. Наложенный шов обрабатываем эпоксидной пастой — для этого лучше использовать шпатель. Шов подсушиваем при комнатной температуре. По завершении работ шов шлифуем.

SEAL-LOCK
Трещина в ГБЦ может быть заделана и этим, надо сказать, довольно непростым способом. Плюс способа в том, что никакой сварки и даже снятия двигателя не требуется. Разломы заделываются металлом.
Прежде всего трещину надо локализовать, рассверлив по краям. Затем вдоль трещины с разных сторон делаем несколько отверстий, в которые помещаем скобы для стяжки. Стягивающие скобы есть разных видов. Они отличаются как по длине, так и по форме. На СТО их могут сделать и под заказ, если того потребует конфигурация разлома.
Между установленными скобами при помощи дрели делаем отверстие. Метчиком в нем нарезаем резьбу. Полученное резьбовое отверстие обрабатываем специальной жидкостью для предотвращения окиси. После этого вкручиваем металлическую заглушку — такую можно купить на СТО. Она сделана из специального металла, вступающего в активный контакт с металлом БЦ. На той части заглушки, которая после вкручивания остаётся на поверхности, делаем подпил. В этом месте ее легко сломать. Выступающую часть аккуратно зашлифовываем.

Затем делаем следующее отверстие и повторяем процедуру. Процесс продолжаем до тех пор, пока вся трещина не окажется заполнена заглушками. По завершении работ образуется шов. Его спрессовываем дополнительно – это нужно для ликвидации оставшихся пустот. Для этого используем пневматический молоток. В результате получится прочный шов, намного качественнее сварочного. Его преимущества:
- перепады температуры ему не страшны;
- прочность;
- отсутствие напряжения металла.
Наложение эпоксида
Суть этого способа в том, что на поверхности разлома появляется слой из стекловолокна и эпоксидной смолы. Сначала обрабатываемый участок обезжириваем для лучшей «приживаемости» состава. Затем по очереди накладываем эпоксидку и стекловолокно. И то, и другое кладём в несколько слоев, но завершающим слоем должна быть эпоксидная смола.
Способов заделать разлом в БЦ много — как простых, так и сложных. Но выбирать вариант устранения проблемы нужно, исходя из степени повреждения.

Головка блока цилиндров — основной узел силового агрегата транспортного средства. Появление проблем в его работе приведет к серьезным последствиям, вплоть до выхода из строя двигателя и невозможности эксплуатации автомобиля. Как определить микротрещину в ГБЦ и как самостоятельно произвести ремонт неисправности, будет рассказано ниже.
Превышение допустимой разности температур
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Что касается установки больших латок, которыми можно буквально «заклеить» треснувший блок цилиндров двигателя или головку блока, тогда способ решения по схеме реализации напоминает описанный выше. Потребуется вырезать и подогнать латку из металла, после чего производится ее установка путем заполнения всего периметра стяжками и конусными заглушками. Последующая проверка готового шва на герметичность осуществляется при помощи опрессовки под давлением около 6 атмосфер.
Микротрещина в ГБЦ – неприятно, но поправимо. Как проверить ГБЦ на микротрещины: признаки и симптомы трещины в головке блока цилиндров, что делать, как устранить проблему Как проверить двигатель на тр
Симптомы образования трещины в блоке цилиндров и головке блока цилиндров
Есть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику. Они могут указывать, как на образование трещин в двигателе, так и на другие неисправности. Наиболее часто о трещинах в блоке цилиндров и ГБЦ свидетельствует:
- Регулярный . Если из-за трещины система перестала быть герметичной, это приведет к вытеканию охлаждающей жидкости и постоянному перегреву двигателя. Также такая проблема может возникать из-за прогара или других дефектов ;
- Проблемы с работой прибора для контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- В расширительном бачке не держится давление и образуются воздушные пробки;
- Некорректные показатели . Если стрелка датчика температуры хаотично меняется, то в большую, то в меньшую сторону, это может указывать на резкие скачки температуры самого двигателя при работе;
- Вибрации двигателя. Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.
Микротрещина в блоке двигателя – это больше не проблема
Мотор – это железное сердце каждого транспортного средства. При выходе из строя какой-либо его комплектующей существует большая вероятность полного выходя из строя всего агрегата.
Особенно, если идёт речь об столь сильных поломках, таких как деформация головки или блока цилиндров. Если не устранить их своевременно, придётся делать капитальный ремонт двигателя.
Отметим, что трещины в данных узлах являются одними из самых сложных неисправностей. Возникают, как правило, после дорожно-транспортного происшествия при высоком уровне износа деталей или производственном браке.
Причины и признаки неисправности
Ниже описаны «симптомы», которые гласят о наличии трещины в головке или блоке.
Важно! Эти же признаки могут определять и иные неисправности! Поэтому не следует делать поспешные выводы.
- Мотор перегревается, вытекает антифриз или иная охлаждающая жидкость. Чтобы удостоверится, что проблема не в трещине, проверьте насколько хорошо затянуты болты ГБЦ, а также герметичность системы.
- Некорректно работает система управления температурой. Из-за перегрева деформируется головка блока цилиндров.
- Выход из строя пробки расширительного бачка, из-за чего происходит образование воздушных масс.
- В летний период года стрелка термодатчика резко скачет в разные стороны.
Также к симптомам можно отнести «троение», что особо сильно ощущается во время движения под горку.
Важно! Для того чтобы убедиться в наличии трещин, необходимо отвинтить свечу зажигания. После в прямом значении этого слова попробуйте жидкость со свечи на вкус.
Если она оказалась сладкой, значит охлаждающая жидкость попадает в масло через трещину. В таком случае попробуйте долить масло в систему и завести автомобиль (при этом, не закрывая крышку расширительного бака).
Если она сразу же будет кипеть – значит, микротрещина в ГБЦ стопроцентно присутствует.
Отметим, что часто трещины возникают возле втулки (направляющей или впускного клапана). В таком случае, придётся полностью заменить головку.
Ещё один из признаков – уход газов. Чтобы узнать, что причина именно в этом, рекомендуем надеть на расширительный бачок резиновую перчатку. Если со временем она надуется, значит, есть проблема.
Диагностика проблемы
Перед тем, как приступить к ремонтным работам, необходимо быть на все сто процентов уверенным, что проблема действительно в трещинах. Для того чтобы в этом убедиться, мы предложим вам несколько способов диагностики.
С помощью жидкости
В этом случае используется специальная красящая жидкость.
- Итак, в первую очередь, необходимо максимально качественно вымыть поверхность головки (применяя при этом ацетон или иную соответствующую жидкость).
- Далее жидкость нужно нанести непосредственно на поверхность.
- По истечению нескольких минут остатки жидкости нужно смыть при использовании чистой тряпки.
Магнитно-порошковая проверка
Данный способ считается одним из самых быстрых в обнаружении трещин. Как происходит проверка? С каждой стороны головки устанавливаются магниты. Затем, сверху нужно посыпать металлическую стружку. Если есть трещины, она начнет прилипать к магнитам, останавливаясь в лучшем случае на вмятинах, а в худшем – на трещинах.
Проверка водой
Этот метод подобен к предыдущему. Вся разница межу ними заключается в том, что не нужно опускать головку воду, а совсем наоборот – её необходимо залить в головку:
- Проверьте всевозможные отверстия на факт герметичности.
- После влейте в воду канал.
- Далее, пользуясь насосом, накачайте воздух в канал.
- Оставьте обрабатываемую деталь на несколько часов. Если вы заметите, что вода ушла, значит, проблема с головкой и её нужно менять или в лучшем случае – ремонтировать (что обойдётся дешевле, но… не будет гарантировать длительность работы данной комплектующей).
Диагностика давлением
Данная методика выполняется несколькими способами: погружение в воду или без него. Как именно выполнять эти операции, читайте ниже.
Погружение в воду:
- Изначально закройте все каналы запчасти, на которые может негативно воздействовать вода.
- После этого поместите деталь в ёмкость, наполненную водой более 40 градусов Цельсия.
- Затем воспользуйтесь сжатым воздухом (в тех местах, где появятся пузырьки, есть трещина).
Процедура без «погружения» выполняется следующим образом:
- Как и в предыдущем случае, позаботьтесь о том, чтобы все канали ГБУ были закрыты.
- Налейте мыльный раствор на крышку.
- Подайте воздушные массы в контур «больной» детали. Если есть дефект, на этом месте образуются мыльные массы.
Как заделать повреждённые места
Обнаружили трещину в блоке цилиндра? Что делать? Сейчас мы вам подробно расскажем, как можно быстро избавиться от подобной проблемы.
Электросварка
Для начала нужно засверлить «больные» места инструментом с целью, чтобы они прекратили увеличиваться в объёме. После их необходимо зашлифовать.
Итак, в начале работы разогреваем блок до 650 градусов Цельсия, после чего при использовании специального прутка делаем шов. Чтобы предотвратить его окисление, нужно использовать буру.
В итоге после окончания работ на поверхности должен быть ровный слой (выступ которого не боле двух мм.). Следующий этап – это термошкаф (охлаждение в нём).
Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками. Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
заклеить дырки в чугунном блоке цилинров – чем?
#26 Albertik
Рулевой 1-го класса
- Основной экипаж
- 948 сообщений
- Из: тольятти
- Судно:
Comfortina 32 - Название:
Antila
#27 Sasha240255
тогда попробую срезать болгаркой сварочный шов, выступающий за плоскость стенки и поставить сверху крышку на болтах с прокладкой из резины или паронита на обычном герметике. существуют особенности сверления чугуна электродрелью и нарезания в чугуне резьбы?
#28 валенок
Сварка по чугуну -полная лажа,все равно,что по глине варить.Кроме того появляются сильные напряжения.Зря пытались варить,теперь в этих местах сверлить будет очень проблемно.Дано занимаюсь ремотом чугунных блоков.Безвыходных случаев почти не бывает.Самый лучший способ,но и наиболее кропотливый это сверление по трещине,нарезка резьбы и вворачивание ввертышей.Сначала(на примере резьбы на 10)сверлишь отверстия через 16мм (между центрами сверления)режешь резьбу и вворачиваешь шпильки на резьбовой красный фиксатор,болгаркой срезаешь их под корень.Потом между ними опять сверлишься вворачиваешь в перекрыв и срезаешь.Получается супер.Но в твоем случае,после неудавшейся сварки этот способ уже не реален -чугун будет как ппобедит -сверел не наапасешся.Гни пластину по профилю,сверли по периметру и на болты.Под пластину качественный герметик,только не борщи.Нанеси его(герметик),подожди пока подстынет,прижми пластину болтами,что бы герметик был толщиной милиметра два,а на следующий день протяни равномерненько.
Сообщение отредактировал валенок: 12 апреля 2010 – 20:42
#29 Albertik
Рулевой 1-го класса
- Из: тольятти
- Судно:
Comfortina 32 - Название:
Antila
#30 chainik
Варить не надо ничего.Сейчас герметик есть для блоков,2хкомпонентный,марку могу завтра назвать,в багажнике есть.Делаете заплату из алюминия,на чем нибудь не на блоке молотком подгоняете, переодически прислоняя к блоку, трещины нужно тоже накрыть, при нагреве расщеперются, то есть на сухую подгоните прислоните к блоку сверлите отверстие под М5, не более, вдруг стенка тонкая, мажете заплатку герметиком, сажаете на винты, и забываете что когда то дырка была в блоке.Дырку с голову в саабе 2мес.назад клеил,нэ тэчэ. С уважением.
Сообщение отредактировал chainik: 13 апреля 2010 – 06:32
#31 chainik
судя по эскизу,канал не задет.А вот вывалившийся кусок я тем самым “гуженным” способом вмораживал,чудненько получилось
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
2All: варили специальными электродами по чугуну, купленными поштучно, причем я поехал на два строительных рынка и купил там по одному элекроду по чугуну разных марок, после чего привез их сварщикам и они попробовали варить выломанный из блока кусок чугуна каждым, и после я купил несколько электродов той марки, которая показала себя лучше всех. естественно инвертор варил постоянным током и полярность установили правильно.
Сообщение отредактировал chainik: 13 апреля 2010 – 06:36
#32 Byi
Рулевой 3-го класса
- Из: д. Поньгома
- Судно:
Карбас (самострой) - Название:
карбас
#33 летучий

- Из: Н.Новгород
- Судно:
Костромич 1606 - Название:
Беззаветный
случилось так что я упустил момент слива воды и пару дней было -15 и треснул у меня чугунный блок. в районе гильзы 1 цилиндра изнутри выдавило пластину чугуна по трещине в виде буквы “П”. я выломал пластину, т.к. она еще и треснула вдоль, вырезал из старой печной крышки латку и пытался ее приварить. сначала полуавтоматом с углекислотным баллоном, но из-за длины силового кабеля не хватало мощности для аппарата (подогнать катер к тому месту где недалеко от воды есть питание и туда же подогнать автомобиль с баллоном не удавалось из-за отсутствия такого места), потом варили сварочным инвертором с электродами по чугуну. приварилось, но из-за локального перегрева в месте сварки вокруг шва образовалось много трещинок. предполагаю загерметизировать их каким-нибудь материалом типа герметика или клея, стойкого к перепадам температуры – подскажите такой материал. двигатель 4Ч 10,5/13.
#34 Albertik
Рулевой 1-го класса
- Из: тольятти
- Судно:
Comfortina 32 - Название:
Antila
канал не задет, просто вдоль нижней горизонтальной части заплатки болты не закрутить, они попадут в канал. прокладку ставить не рекомендуете, только слой герметика?
#35 Я&R
Будет полезно: Лампы Н7 в ближний свет какие лучше?
Сообщение отредактировал Я&R: 13 апреля 2010 – 13:41
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва.
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.

Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.

Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Читать дальше: Astra h диагностический разъем
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
После просушки склеенный участок зачистить и выровнять шлифовкой.
С течением времени многие агрегаты автомобиля изнашиваются, выходят из строя или, что еще хуже, ломаются. Сегодня мы вам поведаем, как самостоятельно устранить образовавшиеся в головке и блоке двигателя трещины.
Симптомы трещины в головке блока цилиндров
Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Масляная система
— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал
— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска
— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания
— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами
— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном
— та же ситуация, опять же, всё на виду и никуда не надо заглядывать
—в дизельном двигателе
трещина может пойти
от клапана в сторону форкамеры
, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
—под направляющей клапана
— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Проверка ГБЦ на трещины
Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки
Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно , а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Как без сварки заделать сквозные дырки на кузове авто при помощи шпатлевки
Очаг сквозной коррозии, а попросту дырка, в днище автомобиля – это плата за комфорт в салоне. Его первоисточником являются не антигололедные реагенты, действующие снаружи, а влага, скапливающаяся под «пирогом» тепло-, шумо- и гидроизоляции. Поэтому при ее ликвидации работы ведутся преимущественно изнутри.
Если соблюдать все правила техники безопасности при сварочных работах, надо полностью демонтировать салон, включая обшивку. Это всегда очень затратно по времени. Поэтому вопрос о том, как заделать днище авто без сварки, весьма актуален. Причем большинство альтернативных способов дают не худший, а скорее лучший результат.
Заделать дыры в днище автомобиля без применения огневых работ можно двумя способами.
- Применяя композитные материалы – различные виды полимерных смол в сочетании с армирующим наполнителем и ускорителем реакции отверждения. При качественной обработке поверхностей они, кроме восстановления механической прочности, играют роль ингибиторов – замедлителей реакций химической и электрохимической коррозии;
- Устанавливая заплатки из листового материала на заклепки.
Дырки в днище обнаруживаются обычно снаружи, при осмотре автомобиля на яме или подъемнике. Признаками сквозной коррозии являются локальные вспучивания, которые при попытке их расковырять рассыпаются в труху.
При обнаружении подобных неприятностей вам надо вскрыть и удалить пирог тепло-, шумо- и гидроизоляции на полу в салоне на всем том участке, где лист железа, образующий пол, приварен к силовым элементам кузова – порогам, тоннелю и прочим. Тогда вы увидите всю картину повреждений и сможете принять меры профилактического характера в тех местах, где коррозия еще не стала сквозной.
Перед самим процессом заделывания прорех вам надо принять меры к замедлению процесса коррозии (остановить – это недостижимый идеал, к которому стоит стремиться). Для этого все лохмотья железа удаляются, а края, имеющие остаточную прочность, обрабатываются наждачной бумагой и металлической щеткой до появления блеска. Зачищенная поверхность обрабатывается преобразователями ржавчины. Например, составом «Цинкарь». Работы ведутся внутри и снаружи.
Работа имеет смысл, если общая поверхность сквозных дыр не превышает 15% площади пола.
Если очаг сквозной коррозии имеет диаметр не более 1 сантиметра, его можно просто замазать двухкомпонентным полимерным составом. Хороший результат дает клей Poxipol или набор для холодной сварки, похожий на пластилин.
Небольшое отверстие дает возможность применить так называемую катодную электрохимическую защиту. Найдите алюминиевый пруток, сделайте из него заклепку и заделайте ею дырку. В радиусе 20 см от нее коррозия остановится. Правда, заклепка будет постепенно разрушаться сама. Но на это может уйти лет пять.
В этом случае придется позаботиться и о том, чтобы восстановить механическую прочность. Если отверстие находится на плоском участке, то нет смысла возиться с эпоксидным составом и стеклотканью.
Действительно прочный композитный материал получается лишь при абсолютно точном соблюдении технологии – пропорций смешивания, режима сушки и многого другого. Используйте готовый материал подобного рода, например, текстолит. Имеющий толщину 3 мм, он не уступает по прочности листовому железу. Пластина может устанавливаться только на эпоксидный клей, но лучше применять комбинированное соединение, используя заклепки. Последние должны быть из алюминия, тогда они сыграют роль катодной защиты.
Заплатки на днище автомобиля
Дыры большой длины на месте стыков с силовыми элементами ликвидируются заплатками из листового железа или алюминия. Их нужно согнуть по форме стыка так, чтобы ширина зоны контакта с еще живым материалом была не менее 2 см.
Читать далее: Выбираем фары для автомобиля
Устанавливаются они на алюминиевые заклепки, использование эпоксидного состава будет нелишним. Особенно если используется листовое железо. Ведь вы не можете точно знать его состава и того, в какую сторону пойдет электрохимическая коррозия – будет ли она разрушать заплатку или кузов.
Полимерная смола сыграет роль ингибитора.
Окончательная герметизация щелей и отверстий проводится с помощью, например, комплекта Novol Plus 710. В него, кроме эпоксидного наполнителя и отвердителя, входит кусочек стеклоткани.
Стоит ли паять
Заделывать дыры в днище можно и с помощью пайки. Однако для прогрева металла толщиной от 0,5 мм обычные бытовые паяльники непригодны. Скорее всего, и строительный фен вам в этом не помощник. Надо использовать портативную газовую горелку, например, Super-Ego R355, которая стыкуется с небольшим – объем от 400 до 700 мл – баллоном для туристических печек.
Для пайки необходим припой и флюс. Припой используется легкоплавкий, с преимущественным содержанием олова или свинца. Флюс можно заменить электролитной кислотой. Соединение получается прочным, оно способно выдерживать большие вибрационные нагрузки.
Недостатков у пайки два.
- Она связана с огневыми работами, что повышает общую сложность ремонта. Этим можно пренебречь, если руки у вас растут оттуда, откуда надо;
- Основной материал припоя – свинец или олово – является веществом, имеющим меньший электроотрицательный потенциал, чем железо. Поэтому при их контакте возникает электрохимическая коррозия, в которой железо будет играть роль «жертвенного анода» и разрушаться.
Теперь вы имеете представление о том, как заделать днище авто без сварки. Если вы будете аккуратны и настойчивы в зачистке поверхностей, последующей их обработке и защите, то установленная заплатка может пережить и сам автомобиль.
Мастера на автосервисах чаще всего сгущают краски и говорят владельцу автомобиля, что гнилое днище требует долгой кропотливой работы, затраты множества материалов. Именно из этого и складывается такая высокая цена.
При этом хозяина стараются не допускать к осмотру или проблемные участки показывают при слабом освещении. В этом случае обычную грязь можно принять за окисленный трухлявый металл, к которому стоит только прикоснуться и он осыпется.
С помощью таких небольших хитростей и сгущаются краски, что позволяет взвинтить цену.
Как сэкономить?
Если автовладелец желает сэкономить средства, ему необходимо делать предварительный осмотр днища самостоятельно. Для этого понадобятся:
- Подъёмник, смотровая яма, эстакада.
- Хорошее освещение: фонарь или переноска с мощной лампой.
- Молоток.
При помощи молотка необходимо простучать все подозрительные участки днища и определить степень их повреждения, чтобы приблизительно знать объём необходимых материалов.
Если всего вышеперечисленного нет под рукой или просто не хватает времени для тщательного осмотра, то на помощь придёт специальное зеркало для осмотра днища автомобиля. Оно позволит в общих чертах оценить состояние металла и получить приблизительное представление об объёме работ. Но полностью ситуация станет ясна только после тщательного осмотра.
Сам процесс сварки несложен, его может освоить каждый человек в кратчайшие сроки. Бывает, больше времени занимает подключение и наладка оборудования. Легче всего осуществлять переварку днища автомобиля при помощи полуавтоматического сварочного автомата. Но зачастую такой ремонт просто невозможен без привлечения газосварки. Лучше всего, когда эти оба аппарата используются, они дополняют друг друга и позволяют повысить качество ремонта днища.
Как говорится: «Если хочешь сделать что-то хорошо – сделай это сам». Ремонт днища автомобиля не является исключением. Для его осуществления понадобится следующее оборудование:
- Полуавтоматический сварочный аппарат.
- Газосварка.
- Обычные ножницы по металлу или электрические.
- Болгарка (угловая шлифовальная машинка).
- Молотки различных размеров и конфигурации.
- Хорошее освещение.
Также необходимо запастись такими материалами:
- Кислород и карбид кальция (для газосварки).
- Углекислота и медная проволока (для полуавтоматического сварочного аппарата).
- Круги для резки и шлифовки по металлу на болгарку.
- Металл для латок.
Толщина металла
Чтобы ремонт днища автомобиля своими руками прошёл без проблем необходимо выбрать металл оптимальной толщины. Рекомендуемая его толщина варьируется от 1 до 2 мм. Но здесь следует учитывать квалификацию того, кто будет осуществлять сварочные работы. При работе с более тонким металлом нужно чётко соблюдать требования температурного режима во время осуществления сварки. Что, в свою очередь, зависит от отладки оборудования и качества расходников.
Более толстый металл труднее поддаётся обработке, но при этом его труднее повредить, испортить. Поэтому перед тем как приобретать расходные материалы необходимо реально оценить свою квалификацию как сварщика.
Читать далее: На что обратить внимание при покупке подержанного автомобиля?
Теперь можно приступать к подготовительным работам. В этом нет ничего сложного, и их нетрудно будет выполнить своими руками. Необходимо просто очистить от ржавчины все проблемные участки днища. Это можно делать двумя способами.
При помощи болгарки. В этом случае необходимо использовать как круги для резки, так и для шлифовки. Во время работы обязательно нужно следовать всем правилам по технике безопасности. Очистку труднодоступных мест от ржавчины лучше осуществлять газосваркой.
После ударения ржавого металла и коррозии, края поверхности к которой будут крепиться латки нужно хорошо зачистить. Желательно эту работу делать болгаркой. Теперь можно вырезать латки из металла и приступать к сварочным работам. Резку металла лучше осуществлять с помощью ручных или электрических ножниц по металлу. Это позволит сделать заготовки точного размера и сохранить ровные края. Резка металла, особенного тонкого, сваркой требует высокой квалификации.
Сварочный процесс
Осуществлять сварку днища желательно вдвоём. Одному человеку будет сложно одновременно фиксировать латку и обваривать её. Если металл накладывается на ровную поверхность, то быстрей фиксировать его при помощи полуавтоматического сварочного аппарата.
Если необходимо сделать изгиб, следует прибегнуть к газосварке. При нагревании металл становится мягким и его при помощи молотка можно подгибать и придавать нужную конфигурацию. При этом не стоит забывать, что высокая температура снижает свойства металла. Другим вариантом в этом случае может стать специальное приспособление, предназначенное для создания изгибов на металлических заготовках.
Источник Источник Источник http://permatex.com.ua/remont-treshhiny-v-dvigatele/
Источник Источник Источник http://krymshina.ru/dvigateli/kak-zadelat-treshchinu-v-bloke-dvigatelya.html
Источник http://rosavto-spb.ru/drugoe/treshchina-v-gbc-2.html