Руководство по замене направляющих втулок клапанов своими руками

Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.

На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.

Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.

Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.

Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.

Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.

Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.

Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.

Первым делом следует отключить аккумулятор от бортовой сети
Совет. Стоит соблюдать именно такую очерёдность действий — сначала разборка мотора, а потом закупка запчастей. Вскрытие точно покажет, какие детали вам нужны. Если вы недавно меняли клапана (5—10 тыс. км назад), то их нужно вытащить, чтобы примерить к новым втулкам в магазине. Старую клапанную группу придётся заменить.
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
- отвёртки, пассатижи;
- ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8.025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
- ветошь.

Без ключа с трещоткой и головок при снятии ГБЦ не обойтись
Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.

Оправку для выбивания и посадки втулок можно выточить по чертежу
Совет. В процессе замены направляющих придётся заново притирать клапана, а то и выполнять прирезку сёдел. Для этих работ нужен специальный инструмент и соответствующие навыки, поэтому операцию лучше доверить мастеру. Кроме того, покупка приспособлений для прирезки и притирки сведёт к нулю всю выгоду от ремонта ГБЦ своими руками.

Это развёртка, используемая на ГБЦ автомобилей ВАЗ 2101—07
Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий. В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
Демонтаж ГБЦ и старых втулок
Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора (с радиатора жидкость сливать не нужно). Дальнейшие операции выполняйте в таком порядке:
- Отсоедините трос пускового устройства, бензиновый шланг и привод акселератора, после чего снимите корпус воздушного фильтра и карбюратор.
- Открутите клапанную крышку и совместите насечку на шкиве коленвала с длинной риской на блоке. Отключите от свечей провода и демонтируйте трамблёр, запомнив положение бегунка. Снимите провод с датчика температуры.
- Ослабьте цепь, выкрутив натяжитель, затем разблокируйте гайку шестерни распределительного вала и открутите её. Снимите шестерёнку и зафиксируйте цепь, чтобы она не провалилась внутрь блока. Открутите гайки крепления постели распредвала и демонтируйте её со шпилек.
- Отсоедините от ГБЦ все патрубки охлаждающей системы и «штаны» выхлопной трубы.
- В произвольном порядке ослабьте 11 болтов крепления головки цилиндров и выверните их. Двумя руками поднимите ГБЦ и снимите вместе с коллекторами.

Снятие корпуса фильтра
Совет. Сразу после демонтажа головки очистите блок от старой прокладки и накройте чистой материей, чтобы внутрь цилиндров случайно не попала грязь.
Снятую ГБЦ удобно разместите на столе и снимите пружины с коромыслами (желательно не путать местами), после чего съёмником разблокируйте клапаны и вытащите их. При этом не потеряйте «сухари» — мелкие полуцилиндры, вставляющиеся в прорезь штока. Затем переверните головку камерами сгорания кверху, подложите по краям деревянные бруски и выбейте оправкой все втулки. Удары наносите со средним усилием, чётко и точно. В конце почистите и тщательно протрите всю ГБЦ от нагара и отложений.

Карбюратор надо снять с коллектора, чтобы не мешал
Рекомендация. Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.

Перед разборкой важно совместить метки
Фотоинструкция по снятию головки цилиндров
Как демонтировать ГБЦ ВАЗ 2106 — видео
Подбор новых деталей
Направляющие втулки для двигателя «шестёрки» можно купить в двух исполнениях — из чугуна или бронзы. При выборе стоит придерживаться таких рекомендаций:
- Если вы исповедуете обычный стиль езды и не увлекаетесь тюнингом авто, нет смысла ставить изделия из бронзы. Купите недорогие направляющие из чугуна, и они прослужат достаточно долго.
- Бронзовые детали лучше ставить вместе с облегчёнными хромированными клапанами (например, от бренда АМР).
- Учитывая цену чугунных изделий и ваш первый опыт их замены, рекомендуется приобрести 2 комплекта деталей. Причина — хрупкость материала, который случайно может расколоться при неумелом обращении.
- Подбирайте втулки таким образом, чтобы клапаны вставлялись в них с трудом либо не входили вовсе. Не берите изделия с неправильными отверстиями, куда свободно проходит шток.
- Если после разборки вы обнаружили, что одна или несколько втулок крутятся либо болтаются в гнёздах ГБЦ, необходимо подобрать ремонтные изделия. Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером.
Совет. Не слушайте заверения о том, что бронзовые втулки противостоят износу лучше чугунных, это не соответствует действительности. Чугун гораздо твёрже большинства металлов, в том числе и бронзы, просто он хуже передаёт тепло. Отсюда вывод: те и другие детали хороши, но применять их надо по назначению.
Также стоит приобрести новую клапанную группу (если она не менялась недавно), прокладки под ГБЦ и различные патрубки и 1—2 л антифриза на доливку. Остальные детали покупайте по результатам проведённой ранее дефектовки.
Посадка втулок и обратная сборка
Чтобы запрессовать направляющие в гнёзда, переверните головку цилиндров камерами сгорания книзу. Затем наденьте на элементы стопорные кольца, натягивая их с верхнего конца. Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.
Важно! Перед посадкой смажьте наружную поверхность деталей тонким слоем моторного масла.

Новая втулка забивается до упора через проставку
Для запрессовки вставьте первую втулку концом в отверстие, наденьте на оправку насадку и приложите её к широкой части детали. Выверенными ударами молотка по проставке забейте втулку до упора, что характеризуется изменением звука ударов (появится лёгкий звон). Бейте со средней силой, чтобы не расколоть чугун. Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной.
Справка. Зачастую можно услышать рекомендации, что ГБЦ необходимо греть в ведре с водой, а втулки перед забивкой засунуть в морозилку. Эти мероприятия действительно облегчают запрессовку, но отнимают массу времени. Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева.

Отверстия втулок следует прогнать разверткой
По окончании запрессовки нужно прогнать внутренний диаметр втулок развёрткой, чтобы стержень клапана скользил в нём с минимальным зазором. Операция выполняется так: закрепите четырёхгранный конец развёртки в воротке, смажьте рабочую часть моторным маслом, вставьте в отверстие и вращайте по часовой стрелке. Инструмент должен пройти по всей длине детали. Теперь остаётся поставить и притереть клапана, что рекомендуется доверить специалисту. Затем произведите сборку двигателя в обратном порядке, но с учётом ключевых моментов:
- Если вы хотите повысить герметичность прокладки между головкой и блоком, обработайте её тонким слоем графитной смазки. Высокотемпературные герметики использовать нельзя.
- 10 основных болтов крепления ГБЦ обтяните динамометрическим ключом в 2 приёма в последовательности, указанной на схеме. Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
- Постель распределительного вала тоже протягивается по схеме с соблюдением момента 22 Нм.
- Шестерёнку и цепь надо установить таким образом, чтобы круглая метка на звёздочке совпала с приливом на корпусе распредвала. Метки на коленчатом валу вы совместили перед разборкой, проверьте их.
- Не забудьте отрегулировать зазоры между коромыслами клапанной группы и кулачками распределительного вала (его величина должна составлять 0,15 мм).
- При установке трамблёра восстановите первоначальное положение бегунка, чтобы не сбить зажигание.

Схема затяжки болтов головки цилиндров
Совет от бывалых. Старые мастера после затяжки болтов ГБЦ нередко давали двигателю постоять в течение 12—24 часов, а потом ещё раз обтягивали головку. При наличии времени последуйте данной рекомендации, через сутки вы сами убедитесь, что узлы «уселись», а болты немного прослабились.

Порядок затягивание гаек крепления распределительного вала
По окончании сборки и заливки антифриза запустите двигатель, прогрейте его и вращением корпуса трамблёра выставьте оптимальный угол опережения зажигания.

Совмещение круглой метки на шестерне с приливом на корпусе
Видео по замене направляющих втулок
Суть процесса замены направляющих одинакова для автомобилей любых марок, разница заключается в сложности разборки и форме втулок. Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
Замена направляющих втулок клапанов и седел
Замена направляющих втулок клапанов и седел
Исходим из того, что трещин в головке двигателя нет, а клапанные седла имеют износ. Технологической базой для обработки седел служат направляющие втулки клапанов, поэтому их восстанавливают первыми.
В данной статье расскажем как заменить направляющие втулок клапанов и седел клапанов.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров.
 Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке ‘твердых’ втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет и бытовая электроплитка.
Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке ‘твердых’ втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет и бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок тут вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть обычно удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается.
Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки седел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — это притирка клапанов. Сегодня при профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.
Подробнее про притирку клапанов мы писали в статье: притирка клапанов своими руками.
Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Направляющая в двигатели автомобилей

О технологиях ремонта направляющих втулок клапанов
О технологиях ремонта направляющих втулок клапанов
Самое не гуманное оружие массового поражения – время.
Одним из основных требований качественного ремонта головки блока цилиндров (ГБЦ) является обеспечение герметичности сопряжения «седло-клапан». Операции обработки фасок клапанов и седел по праву считаются важнейшими и ответственными в технологической цепи ремонта головок блока. Но существует и не менее ответственная операция — замена (или восстановление) направляющих втулок, которые являются технологической базой для последующей обработки седла.
Нередко при перепрессовке втулок происходит смещение оси отверстия, что при большом «перекосе» не позволяет обработать рабочую фаску седла одинаковой ширины по всей окружности. В результате этого нарушается теплоотвод, и впоследствии возможно прогорание седла или тарелки клапана. Кроме того, «перекос» оси приводит к ускоренному износу стебля и торца клапана. Причины возникновения таких ситуаций банальны – это нарушения технологии ремонта и нестабильное качество запасных частей (втулок), которые выпускают не только российские, но и зарубежные производители.
Цель этой статьи заключается в ознакомлении читателей с различными технологиями ремонта направляющих втулок клапанов и с организацией входного контроля качества запасных частей.
Необходимым условием качественного ремонта ГБЦ является дефектовка направляющих втулок. Производится она с помощью нутромеров или калибров (рис 1).
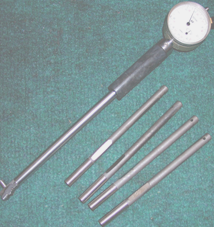 Нутромер и цилиндрические калибры позволяют осуществить дефектовку направляющих втулок с точностью 0,01 мм.
Нутромер и цилиндрические калибры позволяют осуществить дефектовку направляющих втулок с точностью 0,01 мм.
На практике, большинство ГБЦ поступающих в ремонт, имеют втулки с износом превышающим допустимый (обычно 0,15 мм и более). Как правило, «выпускные» втулки изношены больше «впускных», что объясняется их повышенной термонагруженностью. Традиционно, износ втулки в горизонтальном сечении имеет ярко выраженный эллипс с большей осью в плоскости качания коромысла (вращения кулачка распред. вала), а в вертикальном сечении напоминает «корсет». Таким образом, максимальный износ отверстия втулки следует искать в плоскости качания коромысла (вращения кулачка) со стороны камеры сгорания.
В зависимости от степени износа или наличия других дефектов направляющих втулок автомеханик должен выбрать наиболее рациональную технологию их ремонта. Возможны следующие варианты:
1. Экспресс-метод восстановления отверстия втулки
Восстановление отверстия втулки можно выполнить без ее выпрессовки из ГБЦ за счет применения метода пластического деформирования металла. Используя комплект инструмента для восстановления направляющих втулок от компании Neway (США) можно восстанавливать втулки с диаметрами отверстий от 6 до 12 мм (рис 2). Степень восстановления изношенного отверстия во втулке обуславливается ее материалом. Например, втулки изготовленные из цветных материалов с износом до 0,5 мм восстановить еще можно, а втулки из высокопрочного чугуна или металлокерамики только с износом до 0,15 мм. Следует отметить, что данная технология широко применяется в России.
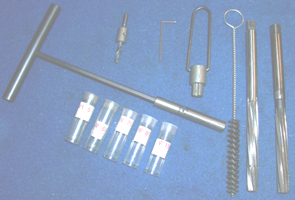 Рисунок 2. Комплект для восстановления направляющих втулок от компании Neway
Рисунок 2. Комплект для восстановления направляющих втулок от компании Neway
Уменьшение диаметра отверстия происходит при раскатывании поверхности роликами-ножами. После применения этой технологии на поверхности отверстия втулки остается спиральный желобок, который в дальнейшем:
- увеличивает маслоемкость поверхности, а значит, улучшаются условия смазки в этой паре трения;
- создает газолабиринтное уплотнение в сопряжении, а значит, меньше масла попадет в камеру сгорания;
- упрочняет поверхность отверстия втулки за счет уплотнения поверхности роликом (эффект наклепа).
Поскольку за счет спиральной канавки поверхность отверстия во втулке уменьшается всего на 10…15%, то ее наличие практически не скажется на ресурсе работы ГБЦ, т.к. при работе мотора клапан во втулке колеблется в пределах теплового зазора. Стебель клапана никогда не контактирует со втулкой по всей поверхности отверстия.
Восстановление поверхности отверстия втулки считается выполненным хорошо, если после разворачивания его в размер вы увидите состояние «очищенного оружейного ствола», т.е. без участков поверхностей, необработанных разверткой.
2. Метод гильзования втулок
За рубежом достаточно широко применяется технология восстановления направляющих втулок путем установки в них тонкостенных гильз, изготовленных из специальных сплавов меди (рис. 3).
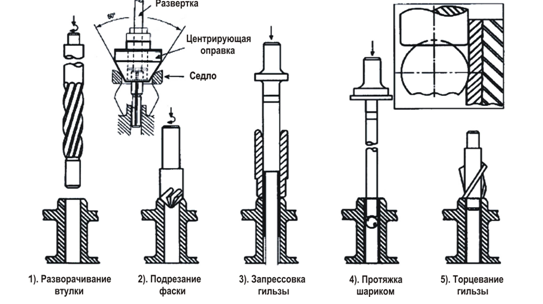 Рисунок 3. Последовательность выполнения операций при восстановлении направляющей втулки методом гильзования.
Рисунок 3. Последовательность выполнения операций при восстановлении направляющей втулки методом гильзования.
Для надежного применения этой технологии недостаточно иметь только комплект инструментальной оснастки – необходимо строго соблюдать режимы и последовательность выполнения операций. Следует отметить, что самой ответственной операцией здесь является протяжка отверстия шариком.
Таким образом, основным достоинством технологий восстановления втулок является сохранение ремонтопригодности ГБЦ за счет исключения операции перепрессовки втулок.
3. Традиционная технология замены втулок
Алюминиевые ГБЦ обычно нагревают до температуры 110ºС. С чугунными ГБЦ работают без их нагрева. Втулки надо выпрессовывать с помощью специальных оправок и пневмомолотка или гидравлического пресса. Это обеспечит приложение нагрузки по оси втулки и минимизирует повреждения отверстия (посадочного места) втулки в ГБЦ. При запрессовке втулок они сначала охлаждаются в жидком азоте, а затем с помощью специальных оправок устанавливаются в головку блока. После запрессовки, отверстие втулки необходимо обработать в размер, обеспечивающий сопряжению «втулка – клапан» необходимый тепловой зазор. Эти размеры указаны в специальной технической литературе.
Обработка отверстия втулки обычно производится разверткой со стороны клапанных пружин. Для обеспечения требуемой точности (погрешность + 0,01 мм на диаметр) необходимо использовать специальные развертки.
При перепрессовке втулок традиционным способом особое значение имеет качество поставляемых запасных частей. Характерным примером могут послужить диаграммы изменения нагрузок при выпрессовке втулок, имеющих близкие значения длины запрессованной части втулки. Например, выпрессовка направляющей втулки MAN производится с меньшими максимальными усилиями и более плавным изменением нагрузки, чем втулки ЯМЗ-238 (см. рис. 4), что объясняется разницей в величинах отклонения формы и чистоты обработки их сопрягаемых поверхностей.
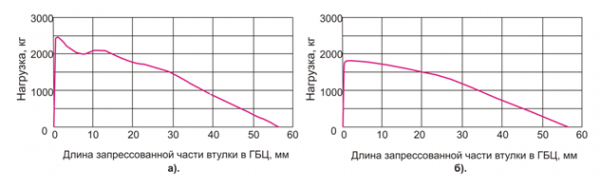 Рисунок 4. Зависимость изменения нагрузки при выпрессовке втулок выпускного клапана ЯМЗ-238 (а) и MAN (б).
Рисунок 4. Зависимость изменения нагрузки при выпрессовке втулок выпускного клапана ЯМЗ-238 (а) и MAN (б).
Втулки поставляемые в запчасти, могут иметь ремонтный размер как отверстия, так и посадочной поверхности. Известно, что втулка устанавливается в ГБЦ с натягом, который в большинстве случаев составляет 0,03…0,06 мм. Однако, при выпрессовке втулок нередко возникают случаи повреждения поверхности отверстия в ГБЦ. Если эти дефекты (продольные риски, «вырывы» металла и т.п.) имеют глубину более 0,02 мм, то необходима доработка отверстия с помощью разверток под установку новой втулки ремонтного размера. При наличии незначительных повреждений поверхности при установке новых втулок целесообразно использование высокотемпературных анаэробных клеев. В противном случае не исключена возможность попадания масла в камеру сгорания через щели между втулкой и корпусом ГБЦ.
Для повышения ремонтопригодности ГБЦ, в которой имеются глубокие риски в отверстиях, экономически целесообразно произвести разворачивание этих отверстий «как чисто», а втулку ремонтного размера доработать по посадочной поверхности, т.к. технологически проще обработать «вал» в требуемый размер, чем «отверстие».
При входном контроле качества запасных частей, особенно отечественного производства, необходимо проверять следующие геометрические параметры втулки:
- эксцентриситет (смещение осей отверстия и посадочной поверхности);
- угловое смещение осей;
- эллипсность посадочного цилиндра;
- соосность расположения посадочного цилиндра под маслосъемный колпачок с осью отверстия.
Вышеуказанные параметры можно проконтролировать с помощью специального прибора (рис. 5), разработанного в ГОСНИТИ.
 Рисунок 5. Прибор для определения геометрических параметров направляющей втулки.
Рисунок 5. Прибор для определения геометрических параметров направляющей втулки.
При наличии дефектов геометрии направляющей втулки, например, несоосности отверстия и посадочного места, исправить их обработкой сверлом, зенкером или разверткой не представляется возможным, так как ось отверстия после обработки этими инструментами практически будет сохранена. Поэтому такие втулки должны отбраковываться на стадии входного контроля.
Для количественной оценки влияния отклонения оси направляющей втулки и оси седла клапана на величину съема материала при обработке фаски была разработана математическая модель. Для простоты понимания процесса мы рассмотрим только частный вариант применения универсальной кинематической схемы обработки фасок (рис. 6), т.е. без учета действующих при резании сил и жесткости инструментальной оснастки. Считаем, что касание резца с седлом рассматривается как точка. Рассмотрим нередко встречающийся на практике случай – угловое смещение оси отверстия втулки.
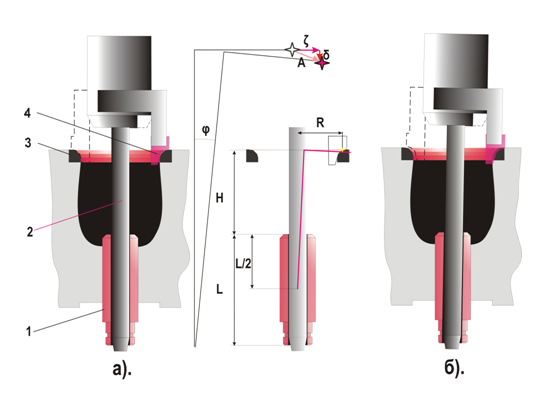 Рисунок 6. Расчетная схема углового смещения осей направляющей втулки и седла при его обработке: а). направляющая втулка без углового смещения осей; б). направляющая втулка с угловым смещением осей. 1-направляющая втулка; 2-направляющий пилот; 3-седло клапана; 4- резец (нож).
Рисунок 6. Расчетная схема углового смещения осей направляющей втулки и седла при его обработке: а). направляющая втулка без углового смещения осей; б). направляющая втулка с угловым смещением осей. 1-направляющая втулка; 2-направляющий пилот; 3-седло клапана; 4- резец (нож).
Расчет смещения точки резания производится по несложным формулам:
- осевое смещение точки резания, мм: δ = sinφ(R+(L/2+H)tg(φ/2));
- радиальное смещение точки резания, мм:
- ζ = R(cosφ – 1) + tg(φ/2)(L/2+H)(cosφ + 1);
- суммарное смещение точки резания, мм: А = (δ2 + ζ2)0,5.
Суммарное смещение точки резания количественно характеризует величину съема металла седла до достижения момента, с которого резец начнет обрабатывать седло по всей окружности. Для формирования равномерной по окружности ширины фаски, согласно опытным данным, необходимо снять ещё 0,1… 0,2 мм.
Угол отклонения осей φ связан с результатами измерений на приборе следующей зависимостью: tg φ = (e12+e22)0,5/L = e/L, где: e1,e2 – эксцентриситет отверстия втулки относительно посадочной поверхности втулки соответственно в двух плоскостях; e – суммарный эксцентриситет; φ – угол смещения осей, град; R — радиус седла, мм; L – длина направляющей втулки, мм; H – высота расположения плоскости резания седла, проведенной через точку касания резца от верхнего торца втулки, мм.
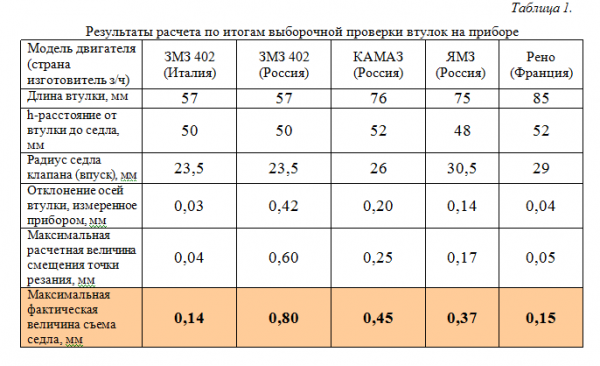
Результаты расчета по итогам выборочной проверки втулок ненадлежащего качества показаны в табл. 1. Например, для впускного клапана двигателя ЗМЗ-402 (рис. 7), при отклонении осей втулки (эксцентриситете) в 0,42 мм, максимальный съем металла седла составляет 0,60 мм. На такую глубину врезается резец до момента обработки по всей окружности седла непрерывно. Затем для формирования полной ширины фаски необходимо «вырезать» еще около 0,2 мм. Итого, при наличии указанной несоосности, рабочая фаска седла опустится глубже своего прежнего положения на 0,8 мм.
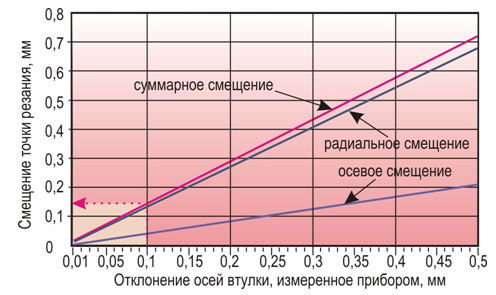 Рисунок 7. Зависимость смещения точки резания при обработке седла от эксцентриситета отверстия направляющей втулки ЗМЗ-402.
Рисунок 7. Зависимость смещения точки резания при обработке седла от эксцентриситета отверстия направляющей втулки ЗМЗ-402.
Наша практика показала, что втулки, суммарный эксцентриситет которых превышает 0,10 мм (рис. 7), устанавливать нежелательно по следующим причинам: — увеличиваются затраты времени на последующую обработку седла; — растет себестоимость ремонта; — не обеспечивается равномерность ширины рабочей фаски седла; — снижение ремонтопригодности ГБЦ из-за перспективы замены седел. Следует отметить, что разная величина съема материала по окружности седла снижает его жесткость, вследствие этого может снизиться ресурс работы сопряжения «седло – клапан».
Повышенный «перекос» осей неизбежно приводит к увеличению глубины утопания тарелки клапана, что недопустимо для дизельных, а также бензиновых двигателей, в которых регулировка теплового зазора клапана осуществляется гидрокомпенсаторами или регулировочными шайбами. При выходе из допустимых значений утопания тарелки клапана, седло придется заменить. А это потребует достаточно много времени. Не лучше ли избежать перспективы замены седел на стадии входного контроля качества запасных частей, т.е., семь раз отмерить и один раз сделать правильно?!
Как говаривал наш общий знакомый: «Время – деньги! …», так давайте же их «ковать» за счет повышения уровня своего профессионализма.
Источник http://motorltd.ru/rukovodstvo-po-zamene-napravlyayushhih-vtulok-klapanov-svoimi-rukami/
Источник Источник http://real-avto.com/blog/ustroystvo-avtomobilya/zamena-napravlyayushchikh-vtulok-klapanov-i-sedel/
Источник http://motortehn.com/o-texnologiyax-remonta-napravlyayushhix-vtulok-klapanov/