Из какого металла сделан двигатель автомобиля?
Из чего делают современные двигатели: новые материалы на службе автопроизводителей

На протяжении многих десятков лет моторы изготавливали из самых обычных материалов — стали, чугуна, меди, бронзы, алюминия. Совсем немного пластика, иногда какие-то мелкие элементы, вроде корпусов карбюраторов, — из магниевых сплавов. На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся.
Большая часть автовладельцев наверняка знает главный тренд современного автомобилестроения: увеличение мощности двигателя при постоянном уменьшении его объема и массы. Секрет такого сочетания кроется в том числе в новых материалах и конструктивах. Ну и, разумеется, тщательной проработке всех элементов силового агрегата, а также уже не скрываемом отсутствии избыточных (читай: невыгодных) запасов прочности.
Как ни странно, всевозможные нанотрубки и прочий хай-тек, о котором постоянно говорят в СМИ, в моторостроении на самом деле почти не применяются. В серийных моторах самыми дорогими и сложными материалами являются кремнийникелевые покрытия, металлокерамический композит (например, известный как FRM у Honda), различные полимерно-углеродные композиции и постепенно появляющиеся в серийных двигателях титановые сплавы, а также сплавы с высоким содержанием никеля, например Inconel. В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются.
Прогресс обеспечивается в основном «тонкой настройкой» и применением давно известных технологий по мере их удешевления. Основная масса серийных агрегатов состоит в основном из чугуна, стали и алюминиевых сплавов — по сути, самых дешевых материалов в машиностроении. Однако тут все же есть место для новых технологий.
Самая крупная деталь любого мотора — блок цилиндров. Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Основная задача в совершенствовании сплавов чугуна — это сохранение высокой твердости поверхности при улучшении его вспомогательных качеств, иначе это может привести к необходимости использования чугунных же гильз для блока цилиндров из более износостойкого сплава. Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна.
Алюминий в качестве материала блока применяется также очень давно и совершенствуется примерно в том же направлении. Усилия направлены в основном на улучшение возможностей его обработки, на снижение коэффициента расширения при сохранении необходимой пластичности материала, повышение необходимых аспектов прочности сплавов.
Также развиваются технологии использования вторичного алюминия низкой очистки. Для таких сплавов применяются технологии, отличные от литья, причем налицо тенденция к изготовлению из алюминия блоков цилиндров более компактных моторов. Например, двигатель Volkswagen серии EA211 сегодня имеет алюминиевый блок, который оказался на 40% легче чугунного.
Магниевые сплавы значительно менее популярны. Они легче алюминиевых, но имеют значительно более низкую коррозийную стойкость, не переносят контакта с горячей охлаждающей жидкостью, со стальными крепежными деталями повышенной температуры.
На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией.
Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов.
Компоненты двигателя
Если с самой большой деталью мотора новые технологии и материалы не очень «дружат» в целом, то в частностях возможны интересные сюрпризы. Гильзы цилиндров у любого блока являются точкой приложения всех новейших технологий и материалов.
Высокопрочный чугун, методы поверхностного упрочнения алюминиевых высококремнистых сплавов, гальванические покрытия на основе сплава карбида кремния с никелем, металлокерамические матрицы и стальное напыление широко используются даже на серийных моторах.
Про чугун и высококремнистый алюминий говорить не будем, все же сами технологии не только старые, но и массовые. А вот про остальные материалы лучше рассказать чуть подробнее.
Упрочненные чугунные гильзы по технологии CGI (Compacted Graphite Iron) появились для реализации экстремально высокой степени форсирования у дизельных моторов. Этот чугун сильно отличается от распространенного серого чугуна. У него на 75% выше прочность на разрыв, на 40% выше модуль упругости, и он в два раза устойчивее к знакопеременным нагрузкам.
А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна.
А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
Покрытие по технологии Nicasil, в общем-то, не редкость и далеко не новинка, но оно остается одним из самых высокотехнологичных и перспективных в своей сфере. Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil.
Причем более вероятной причиной отказа является как раз повышенная стоимость блоков цилиндров с этим покрытием, связанная с низкой технологичностью процесса гальванического нанесения и высоким процентом не выявляемого сразу брака, который потом успешно списали на высокосернистые бензины.
Тем не менее это покрытие все еще остается лучшим выбором для создания рабочей поверхности в любом мягком металле, потому под различными торговыми наименованиями применяется в массовом и особенно гоночном двигателестроении. Например, под маркой SCEM в моторах Suzuki. Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками.
Металлокерамическая матрица (MMC), более известная как FRM в моторах Honda, — еще один оригинальный и интересный материал. Например, двигатель на суперкаре NSX имел гильзы, выполненные по такой технологии. Опять же технология далеко не новая, но, как и материал, очень перспективная. Покрытие типа Nicasil тоже относится к MMC, но его приходится наносить гальваническим методом, и в качестве матрицы выступает достаточно твердый никель.
В технологии FRM материалом матрицы служит алюминий, а MMC получается в процессе заливки гильзы из волокнистого материала на основе карбоновой нити в алюминиевый блок. Использование углеродного волокна более технологично. К тому же матрица получается намного более толстой, чуть более мягкой, намного более упругой и абсолютно интегрированной в материал блока. Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине.
Минусы у такого покрытия тоже имеются. Во-первых, немалая цена, во-вторых, жесткое отношение к поршневым кольцам, поскольку его структура плохо «настраивается». Тут не создать полноценной сетки хона, правда, масло хорошо удерживается в волокнах и без того.
Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое.
В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Впрочем, сейчас эта проблема уже не актуальна, новые катализаторы и новые поколения малозольных масел позволяют об этом не беспокоиться. Ну и, разумеется, цена нанесения покрытия такого типа заметно выше, чем у алюсила или чугунных гильз, но все же меньше, чем у Nicasil-подобных материалов.
Покрытия MMC разных типов также используются в целом ряде деталей двигателей. Например, в седлах клапанов в ГБЦ, упрочнениях крайних постелей распредвалов, особо нагруженных местах креплений элементов конструкции. Это позволяет широко применять цельноалюминиевые детали и снижать массу конструкции за счет упрощения. Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.
Титановые сплавы также давно пытаются использовать в конструкции машин. В двигателях этот прочный, легкий и очень эластичный материал с превосходной химической стойкостью применяется очень ограниченно в силу высокой стоимости. Но можно найти серийные конструкции с деталями из титана.
Титановые шатуны, например, давно устанавливаются в моторах Ferrari и тюнинговом подразделении AMG. Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов.
Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней.
Теоретически детали из высококремнистых титановых сплавов с высоким содержанием интерметаллидов и сицилидов могут применяться в двигателях, но у большинства титановых сплавов наблюдается серьезная потеря прочности уже при температурах свыше 300 градусов — изменение пластичности в больших пределах и большой коэффициент расширения, что не позволяет создавать из них долговечные детали с низкой массой. Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
А вот покрытия из нитрида титана — одни из самых популярных средств упрочнения поршневых колец. Этот материал отлично работает по кремниевому упрочненному слою гильз цилиндров. Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя.
Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку.
Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров.
Уже упомянутая 3D-печать также активно применяется для создания высокопрочных и высокоточных жаростойких деталей сплав Inconel. Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
В последние годы, в связи с развитием технологий 3D-печати и активным использованием в них Inconel-сплавов, мелкосерийные ДВС все чаще обзаводятся деталями из этого очень перспективного материала. Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273.
Пластмассы также продолжают внедрять в конструкции двигателей. Выполненные из пластика элементы системы впуска и охлаждения — дело уже привычное. Но дальнейшее расширение номенклатуры маслостойких и теплостойких пластмасс с низким короблением позволило создать пластмассовые картеры ДВС, клапанные крышки, направляющие, корпуса малых конструкций внутри двигателя. Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств.
Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией.
Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Подпишитесь на наш канал в Яндекс.Дзен
Telegram Instagram Подключить ленту новостей RSS
Из какого металла сделан двигатель автомобиля?

В последние годы стало модно перед покупкой автомобиля смотреть на его внешность, форму, интерьер и различные функции. Двигатель и коробки передач вместе с подвеской как-то незаметно стали отходить на второй план. Но это неправильно. Ведь автомобиль – это не модный новый смартфон или телевизор.
Для любого транспортного средства двигатель – это его сердце, без которого он не может осуществлять свою главную функцию. Тем не менее все еще есть водители, которые перед покупкой машины тщательно изучают ее техническо-механическую часть.
Но многие в итоге сталкиваются с дилеммой при выборе двигателя, задавая себе непростой вопрос: а какой двигатель лучше – алюминиевый или чугунный?
Почему двигатели автомобилей не плавятся?
Да-да, современный авторынок может вынести мозг любому автолюбителю при выборе автомобиля. Это раньше было просто: выбрал марку, модель, один из нескольких движков – и все. Теперь же количество различных технологий в современных автомобилях, наверное, уже скоро обгонит количество технологий в космическом аппарате Аполлон, слетавшем на Луну.
Этот посадочный модуль Appolo точно не был сделан из чугуна
Многие из наших читателей знают, что в последние годы в автомире становится все меньше машин с чугунными двигателями. На их смену пришли легкие алюминиевые моторы. В итоге автолюбители во всем мире поделились на два лагеря, один из которых рьяно доказывает другому, что алюминиевые двигатели хуже старых чугунных. В одной из прошлых наших статей мы уже подробно разобрали преимущества и недостатки новых и старых моторов. Сегодня же мы решили кратко поговорить о том, какие все-таки движки лучше – алюминиевые или чугунные.
На первый взгляд, алюминий лучше обычного чугуна. Именно поэтому многие автолюбители и эксперты считают, что алюминиевые моторы имеют преимущество перед старыми, полагая, что чугунные моторы – это отсталая технология. На самом деле эта идея совершенно неверна и подобное мнение крайне однобоко.
Давайте же познакомимся с разницей между алюминиевыми и чугунными двигателями. Алюминиевые и чугунные моторы называют так в зависимости от того, из какого материала сделан блок цилиндров двигателя. Например, если блок цилиндров сделан из чугуна, то двигатель считается чугунным. И даже если в нем будет использоваться алюминиевая головка блока цилиндров, то все равно этот двигатель будет считаться чугунным. То же самое касается и алюминиевых силовых агрегатов.
Фактически же оба типа двигателей имеют как свои преимущества, так и недостатки. Давайте кратко в виде цитат из прошлой статьи выделим преимущества и недостатки алюминиевых двигателей, которые откроют глаза тем, кто считает, что чугунные моторы – это допотопные технологии. На самом деле сбрасывать со счетов чугунные силовые агрегаты еще рано.
Преимущества алюминиевых моторов
- Существенное снижение веса двигателя, что в конечном итоге влияет на вес машины и приводит к снижению расхода топлива
- Увеличение динамических характеристик автомобиля за счет снижения веса
- Алюминиевый блок меньше подвержен коррозии (хотя редко когда вы можете увидеть коррозию в чугунных моторах, но тем не менее она бывает)
- Алюминиевый мотор легче охлаждать (лучшая теплопередача, чем у чугунных блоков двигателя)
- Требуется меньше времени для нагрева двигателя. Алюминий намного быстрее набирает температуру в отличие от чугунных моторов
- Лучше оптимизирован для работы в паре с турбиной
- Алюминий проще обрабатывать после отлива блока двигателя. Обработка чугуна намного сложнее. На производстве быстрее изнашивается обрабатывающее оборудование
Минусы алюминиевых моторов
- Сложность изготовления. Для отлива блока необходимо более сложное оборудование и технологии
- Необходимость гильзовать блок цилиндров или покрывать их специальным материалом (кремний), защищающим мотор от быстрого износа (к сожалению, алюминий уступает чугуну по прочности)
- Больше вероятность заводского брака в процессе изготовления блока двигателя
- Быстро остывает. Теплопроводность алюминия совершенно другая
- Плохая стабильность алюминиевого блока по сравнению с чугунным двигателем (алюминий при нагреве больше расширяется)
- Дороговизна переборки (ремонта двигателя). Одни двигатели нужно гильзовать, тогда как у некоторых моторов нужно восстанавливать внутреннее покрытие цилиндров.Есть также автомобили, у которых алюминиевый мотор нельзя восстановить, поскольку автопроизводители даже не удосужились выпустить ремонтные размеры поршней, колец и т. д.
- Большая себестоимость по сравнению с производством двигателей из чугуна. Дело в том, что для производства блока из алюминия нужно использовать сложные и дорогостоящие технологии для отлива
- Есть риск гальванической коррозии, когда алюминий контактирует со сталью.Например, со шпильками, гильзами цилиндров, которые изготавливаются, как правило, из стали
- Меньше каналов для циркуляции охлаждающей жидкости (так как алюминиевый блок цилиндров двигателя имеет свойства отдавать тепло быстрее, многие производители уменьшили каналы охлаждающей жидкости, необходимые для эффективного охлаждения двигателя)
- Тоньше стенки двигателя. Чугунный блок имел более толстые стенки
- Быстрый износ покрытия цилиндров двигателя (если вместо гильз производитель использует покрытие из кремния)
Итак, алюминиевые моторы легче, чем чугунные. Также алюминиевые двигатели имеют лучший теплоотвод по сравнению с чугунными блоками (лучшая теплоотдача). В результате алюминиевые моторы работают более гладко и устойчиво.
Главным же недостатком алюминиевых моторов является недостаточная прочность блока цилиндров. К сожалению, жаропрочность при высоких температурах у алюминиевых движков хуже по сравнению с чугунными.
Особенно это плохо, когда двигатель небольшой, поскольку при маленьких размерах алюминиевого блока цилиндров конструкторам тяжело придать ему хорошую прочность.
Но самое ужасное, что с такими алюминиевыми моторами в последние годы стало модно ставить турбину, которая также негативно влияет на температуру в двигателе, оказывая на хрупкий алюминиевый блок двигателя свое отрицательное воздействие.
Вот почему некоторые автопроизводители по-прежнему в турбированных автомобилях используют чугунные тяжелые двигатели. Так надежней и долговечней.
Также главный минус алюминиевых моторов – это их плохая ремонтопригодность. К сожалению, многие алюминиевые двигатели отремонтировать очень тяжело, в отличие от чугунных моторов, где толстый блок цилиндров легко подлежит нескольким расточкам.
Почему же тогда автомобильные компании популяризировали во всем мире алюминиевые двигатели? А все дело в экологии. Из-за постоянного ужесточения экологических норм автопроизводители вынуждены любыми способами снижать расход топлива в новых транспортных средствах, который напрямую влияет на уровень вредных выбросов в выхлопе. А согласно исследованиям, расход топлива может быть уменьшен на 6-8% при каждом снижении веса автомобиля на 10%.
Чугунный элемент двигателя
Именно поэтому последние 5-7 лет автомобильные компании постоянно ломают голову, как уменьшить вес всех автокомпонентов в транспортном средстве. В том числе, как вы уже поняли, уменьшение веса коснулось и подкапотного пространства. Так что нет ничего удивительного, что многие автомобильные компании стали так активно продвигать свои новые облегченные модели, оснащенные полностью алюминиевыми двигателями. То есть основная причина появления менее ремонтопригодных моторов – это снижение потребления топлива и вредных веществ в выхлопе транспортных средств.
8 самых известных типов двигателей в мире! Вот чем они отличаются
У чугунных моторов также есть минусы. Главный – это их вес, что существенно сказывается на расходе топлива и, конечно, на экологии. В том числе чугунные двигатели более шумные и работают более грубо. Также чугунный мотор долго прогревается и хуже охлаждается, в отличие от алюминиевого.
Так что, как видите, нельзя однозначно сказать, что алюминиевый двигатель лучше железного, также как нельзя утверждать, что современные алюминиевые моторы – полный отстой и что классические чугунные двигатели – лучшие в мире. У каждого мотора свои преимущества и недостатки!
Да, от алюминиевых моторов не стоит ожидать какого-то рекордного километража. К сожалению, у алюминиевых двигателей ресурс в любом случае меньше, чем в старых классических моторах. Но, увы, таковы реалии нашего современного мира. Вы посмотрите вокруг – а что сейчас долговечно? Вон мосты рушатся, недавно построенные, что уж говорить об одноразовых брендовых чайниках, холодильниках и духовках. Сегодня срок службы многой техники уже не может сравниться со сроком службы старой, которая могла работать почти вечно.
Из этих кусков чугуна сделают двигатель или тормозные диски
Но в любом случае при должном уходе алюминиевый мотор без проблем пройдет 300-400 тыс. км. При среднем пробеге в 30 000 км, чтобы наездить этот километраж, понадобится более 10 лет. Этого вполне достаточно, чтобы через десять лет утилизировать автомобиль или продать на вторичном рынке, чтобы приобрести себе новый автомобиль.
Подробнее об этом в нашей статье можете прочитать здесь.
Так что какой покупать автомобиль, решать вам. Да, вопрос выбора сегодня очень тяжелый. Но главное – не спешить. Оцените все «за» и «против» и принимайте решение разумом, а не эмоциями. Необходимо всегда анализировать полученную информацию в спокойной обстановке, чтобы сделать правильный выбор автомобиля.
Из какого металла сделан двигатель автомобиля

Блок-картер является одной из самых тяжелых деталей всего автомобиля и занимает самое критичное место для динамики движения: место над передней осью. Поэтому именно здесь делаются попытки полностью использовать потенциал для уменьшения массы. Серый чугун, который в течение десятилетий использовался в качестве материала для блок-картера, все больше и больше заменяется как в бензиновых, так и в дизельных двигателях алюминиевыми сплавами. Это позволяет получить значительное снижение массы.
Серый чугун
Чугун — это сплав железа с содержанием углерода более 2 % и кремния более 1,5 %. В сером чугуне избыточный углерод содержится в форме графита. Для блок-картеров дизельных двигателей использовался и используется чугун с пластинчатым графитом, который получил свое название по расположению находящегося в нем графита. Другие составляющие сплава — это марганец, сера и фосфор в очень маленьких количествах.
Чугун с самого начала предлагался как материал для блок-картеров серийных двигателей, т. к. этот материал не дорог, просто обрабатывается и обладает необходимыми свойствами. Легкие сплавы долго не могли удовлетворить этим требованиям. Автопроизводители используют для своих двигателей чугун с пластинчатым графитом вследствие его особенно благоприятных свойств, а именно:
-хорошие прочностные свойства;
-хорошие литейные свойства;
-очень хорошее демпфирование.
Выдающееся демпфирование — это одно из отличительных свойств чугуна с пластинчатым графитом. Оно означает способность воспринимать колебания и гасить их за счет внутреннего трения. Благодаря этому, значительно улучшаются вибрационные и акустические характеристики двигателя.
Хорошие свойства, прочность и простая обработка делают блок-картер из серого чугуна и сегодня конкурентоспособным. Благодаря высокой прочности, бензиновые двигатели и дизельные двигатели и сегодня делаются с блок-картерами из серого чугуна. Возрастающие требования к массе двигателя на легковом автомобиле в будущем смогут удовлетворить только легкие сплавы.
Алюминиевые сплавы
Блок-картеры из алюминиевых сплавов пока еще относительно новые и используются только для дизельных двигателей.
Плотность алюминиевых сплавов составляет примерно треть по сравнению с серым чугуном. Но преимущество в массе имеет такое же соотношение, т. к. вследствие меньшей прочности такой блок-картер приходится делать массивнее. Другие свойства алюминиевых сплавов:
-хорошая химическая стойкость;
-неплохие прочностные свойства;
Чистый алюминий не пригоден для литья блок-картера, т. к. имеет недостаточно хорошие прочностные свойства. В отличие от серого чугуна основные легирующие компоненты добавляются здесь в относительно больших количествах.
Сплавы делятся на четыре группы, в зависимости от преобладающей легирующей добавки. Эти добавки:
Для алюминиевых блок-картеров двигателей используются исключительно сплавы AlSi. Они улучшаются небольшими добавками меди или магния.
Кремний оказывает положительное воздействие на прочность сплава. Если составляющая больше 12 %, то специальной обработкой можно получить очень высокую твердость поверхности, хотя резание при этом осложнится. В районе 12 % имеют место выдающиеся литейные свойства.
Добавка меди (2-4 %) может улучшить литейные свойства сплава, если содержание кремния меньше 12 %.
Небольшая добавка магния (0,2-0,5 %) существенно увеличивает значения прочности.
Для бензиновых и дизельных двигателей используют алюминиевый сплав AISi7MgCuO,5. Как видно из обозначения AISi7MgCuO,5, этот сплав содержит 7 % кремния и 0,5 % меди.
Он отличается высокой динамической прочностью. Другими положительными свойствами являются хорошие литейные свойства и пластичность. Правда, он не позволяет достичь достаточно износостойкой поверхности, которая необходима для зеркала цилиндра. Поэтому блок картеры из AISI7MgCuO,5 придется выполнять с гильзами цилиндров.
Прогрессивные исследователи задумываются об использовании еще более легкого материала — магниевого сплава. Были созданы прототипы двигателей, в которых металлические гильзы цилиндров устанавливались в легковесные пластиковые блоки, хотя эти двигатели оказывались ужасно шумными.
Таким образом, для алюминиевого блока-картера двигателя необходимо использовать исключительно сплавы AlSi, а именно АЛ4. Они улучшаются небольшими добавками меди или магния. Кремний оказывает положительное воздействие на прочность сплава. Если составляющая больше 12 %, то специальной обработкой можно получить очень высокую твердость поверхности, хотя резание при этом осложнится. В районе 12 % имеют место выдающиеся литейные свойства.
Добавка меди (2-4 %) может улучшить литейные свойства сплава, если содержание кремния меньше 12 %. Небольшая добавка магния (0,2-0,5 %) существенно увеличивает значения динамической прочности. Другими положительными свойствами являются хорошие литейные свойства и пластичность. Правда, он не позволяет достичь достаточно износостойкой поверхности, которая необходима для зеркала цилиндра. Поэтому блок картеры из АЛ4 придется выполнять с гильзами цилиндров.
Анализ материалов
Чугунный блок наиболее жёсткий, а значит — при прочих равных выдерживает наиболее высокую степень форсировки и наименее чувствителен к перегреву. Теплоёмкость чугуна примерно вдвое ниже, чем алюминия, а значит двигатель с чугунным блоком быстрее прогревается до рабочей температуры. Однако, чугун весьма тяжёл (в 2,7 раза тяжелее алюминия), склонен к коррозии, а его теплопроводность примерно в 4 раза ниже, чем у алюминия, поэтому у двигателя с чугунным картером система охлаждения работает в более напряжённом режиме.
Алюминиевые блоки цилиндров лёгкие и лучше охлаждаются, однако в этом случае возникает проблема с материалом, из которого выполнены непосредственно стенки цилиндров. Если поршни двигателя с таким блоком сделать из чугуна или стали, то они очень быстро износят алюминиевые стенки цилиндров.
Если же сделать поршни из мягкого алюминия, то они просто «схватятся» со стенками, и двигатель мгновенно заклинит. Плотность алюминиевых сплавов составляет примерно треть по сравнению с серым чугуном. Но преимущество в массе имеет такое же соотношение, т. к.
вследствие меньшей прочности такой блок-картер приходится делать массивнее. Другие свойства алюминиевых сплавов:
-хорошая химическая стойкость;
-неплохие прочностные свойства;
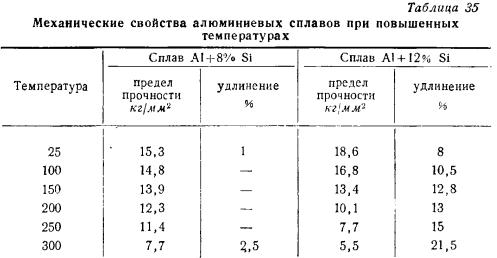
Механические свойства приведены в таблице 1:
Таблица 1 — механические свойства материалов
Кмк, толковая статья
Главное — удивлять! Если в конце прошлого столетия это удавалось с помощью систем стабилизации и нехитрой салонной электрики, то теперь автомобиль все больше превращается в квинтэссенцию электронных технологий. Активное рулевое управление, системы контроля за слепыми зонами и разметкой, бортовая мультимедиа с множеством функций.
Еще недавно все это было прерогативой исключительно представительских моделей, но сейчас стремительно идет «в народ», в массы. Общие тенденции, прогресс, жесткая конкуренция… А ведь есть еще постоянно ужесточающиеся экологические требования. Плюс борьба «с лишним весом» и необходимость отвечать стандартам пассивной безопасности.
Передовые технологии и деньги, деньги… На разработку, на внедрение. Автопроизводителям есть от чего схватиться за голову.
Как сдавать?
Разобранные двигатели на площадке металлолома
Итак, вы решили сдать двигатель на металлолом. Перед этим убедитесь, что он находится в неисправном состоянии. Дело в том, что есть такие перекупщики, которые занимаются скупкой автомобильных двигателей на металлолом. На самом деле, они отбирают рабочие части либо ремонтируют весь двигатель и продают их. Поэтому к оценке работоспособности стоит подходить с максимальной серьезностью.
Двигатель – вещь не из легких. В среднем он весит порядка 120 кг. На руках не понесешь – тяжело. Так как же доставить двигатель в пункт приема металлолома? Здесь есть несколько вариантов:
- Доставить самостоятельно. В этом случае вам понадобится автомобиль, желательно с прицепом. Также необходима будет посторонняя помощь при загрузке и выгрузке движка. Необходимо учесть затраты на топливо, требующиеся для доставки груза. К преимуществам можно отнести больший доход (вам не нужно оплачивать работу грузчиков).
- Вызвать сборщиков металлолома на дом. В таком случае возможен вариант, что прибыль вы не получите, т.к. за небольшим количеством металла выезжают только фирмы посредники. А крупные приемщиики выезжают только от 3-5 тонн. Если вы вызовите посредников — они самостоятельно погрузят двигатель в кузов машины, без вашего участия. Возможно, какую-то минимальную и символическую сумму вы получите, но как правило, этого не происходит, так что будьте готовы, просто отдать двигатель бесплатно.
- Еще один вариант увезти двигатель в металлолом с помощью транспортной компании, вызвав, например, Газель, но тут, скорей всего, транспортные услуги «съедят» всю прибыль. В среднем час Газели стоит 350 рублей, минимум оплата идет за 2 часа. Т.е. минимум вам придется отдать 700 рублей, плюс еще погрузка двигателя. Поэтому этот вариант отпадает.
Стоимость двигателя
Двигатель от D4 Toyota привезли на металлолом
Решив сдать автомобильный двигатель на металлолом, необходимо примерно знать, сколько денег это может вам принести. Помните, что в каждом пункте приема будут специально занижать цену, поэтому внимательно подходите к решению этого вопроса. Лучше всего сверить цену у нескольких конкурирующих компаний.
Как было сказано выше, двигатель весит от 60 до 200 кг. Масса завит от его объема и модели. Средняя цена черного металлолома в России 4–9 рублей за 1 килограмм. Вот и имеем, что сдав двигатель, вы обогатитесь на 240–1800 рублей. Т.е. несмотря на то, что в двигателе имеется цветной лом — принимать его будут как лом черных металлов! Со стандартным засором — 5%.
На особо «наглых» пунктах приема лома процент засора может составить до 30%. Т.е. от подсчитанной суммы отнимите еще 30%. С таких пунктов бегите сразу! Дело в том, что двигатель обрабатывают специальными защитными материалами. Как правило, их общий вес не превышает 2–3 килограмма, но скупщики могут настаивать на 15%-30% засора от общей массы двигателя.
Согласитесь, сумма небольшая, но если подойти с умом, то можно более выгодно сдать двигатель.
Цветные металлы в автомобильном двигателе
Для изготовления автомобильных двигателей используют не только черные металлы, но и цветные. Как известно, цветные металлы стоят в несколько раз больше, нежели их собратья. Но где их искать?
- Головка блока цилиндров. Эта деталь двигателя довольно массивная. Алюминий, по своей природе, на 50-60% легче, чем сталь. С целью уменьшения веса движка и машины в целом, головку блока цилиндров выполняют из алюминия. Её вес находится в пределах 10-15 кг.
- Поршни. Здесь дело обстоит не только в массе (хотя и в ней тоже). Теплопроводность алюминия в несколько раз выше, чем у стали, поэтому алюминиевый поршень обеспечивает лучшую степень сжатия. Также у таких поршней лучшие антифрикционные свойства. В зависимости от количества поршней вес может варьироваться от 0,7 до 2 кг.
Ещё алюминий содержится во входном коллекторе, но, как правило, его не относят к двигателю.
Средняя цена лома алюминия колеблется в пределах 60-80 руб/кг. Вот и имеем, что немного потрудившись, можно увеличить доход от сдачи двигателя на 940-1360 рублей. Проще говоря в два раза. Согласитесь, что ради такой выгоды, можно немного потрудиться.
А теперь подойдем к этому вопросу с точки зрения трудоемкости. Чтобы снять все вышеперечисленные элементы, вам потребуются базовые знания о строении двигателя и несколько часов свободного времени. Если у вас есть и то, и другое, то смело приступайте к делу.
В итоге, можно сказать, что сдать двигатель от машины на металлолом можно довольно выгодно. Если у вас есть опыт в работе с двигателями, то эту сумму можно вдвое увеличить.
Блок цилиндров двигателя: пристанище для поршней и шатунов
Блок цилиндров двигателя – самая большая массивная деталь корпуса ДВС, условно его можно считать корпусом. Он – опора для подвижных узлов кривошипно-шатунного механизма, в нем располагаются цилиндры, к нему крепятся навесные агрегаты, например, стартер, генератор и т. п.
В этой статье мы расскажем историю создания блока цилиндров, из каких материалов он изготавливается и из каких деталей состоит.
История создания
Первый рядный блок цилиндров двигателя придумал немецкий изобретатель Николаус Август Отто, именно он в 1876 году разработал очень эффективный для того времени бензиновый двигатель. V-образный вариант в 1889 году сконструировал Готлиб Даймлер, когда принимал участие в создании усовершенствованного двухцилиндрового двигателя.
После этих событий деталь прошла длинный путь эволюции и стала такой, какая она есть в большинстве современных моторов.
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия.
Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Цилиндр двигателя
Основная деталь цилиндра двигателя – гильза.
Существуют гильзы двух типов:
- впрессованные гильзы, (в алюминиевом блоке);
- съёмные гильзы – они бывают «мокрыми» и «сухими».
Головка блока цилиндров – ГБЦ
Она закреплена сверху конструкции направляющими шпильками и болтами крепления ГБЦ. Очень важная деталь – прокладка блока, она расположена между ГБЦ и самим блоком. Изготавливают ее из асбестометалла, металла, а может быть безасбестовой.
ГБЦ состоит из: камеры сгорания, мест крепления ГРМ, рубашки охлаждения, каналов для смазки, резьбовых отверстий свечей (форсунок), отверстий впускных и выпускных каналов.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия.
Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.
Картер двигателя
Картер считается частью блока, и крепится к нему снизу. Закрывается поддоном. То есть, картер – можно назвать корпусом кривошипно-шатунного механизма.
В корпусе блока цилиндров также есть отверстия и каналы для смазки и охлаждения. Сливная пробка нужна, чтобы осуществить слив охлаждающей жидкости. Моторное масло, сливается после извлечения пробки в поддоне картера.Предусмотрено место для привода распределительного вала. Спереди оно закрыто крышкой блока цилиндров. Внизу размещены опоры коренных подшипников коленчатого вала.
Теперь, когда вы сами познакомились с конструкцией блока цилиндров двигателя, поделитесь новыми знаниями с друзьями в соц.сетях. Пусть тоже подпишутся на наш блог, и знакомятся с увлекательным миром автотехники.
Рекомендует еще посмотреть статейки про Шатун, Поршень и Коленчатый вал. Интересно.
До новых встреч!
В последние годы стало модно перед покупкой автомобиля смотреть на его внешность, форму, интерьер и различные функции. Двигатель и коробки передач вместе с подвеской как-то незаметно стали отходить на второй план. Но это неправильно. Ведь автомобиль – это не модный новый смартфон или телевизор.
Для любого транспортного средства двигатель – это его сердце, без которого он не может осуществлять свою главную функцию. Тем не менее все еще есть водители, которые перед покупкой машины тщательно изучают ее техническо-механическую часть.
Но многие в итоге сталкиваются с дилеммой при выборе двигателя, задавая себе непростой вопрос: а какой двигатель лучше – алюминиевый или чугунный?
Почему двигатели автомобилей не плавятся?
Да-да, современный авторынок может вынести мозг любому автолюбителю при выборе автомобиля. Это раньше было просто: выбрал марку, модель, один из нескольких движков – и все. Теперь же количество различных технологий в современных автомобилях, наверное, уже скоро обгонит количество технологий в космическом аппарате Аполлон, слетавшем на Луну.
Этот посадочный модуль Appolo точно не был сделан из чугуна
Многие из наших читателей знают, что в последние годы в автомире становится все меньше машин с чугунными двигателями. На их смену пришли легкие алюминиевые моторы. В итоге автолюбители во всем мире поделились на два лагеря, один из которых рьяно доказывает другому, что алюминиевые двигатели хуже старых чугунных. В одной из прошлых наших статей мы уже подробно разобрали преимущества и недостатки новых и старых моторов. Сегодня же мы решили кратко поговорить о том, какие все-таки движки лучше – алюминиевые или чугунные.
На первый взгляд, алюминий лучше обычного чугуна. Именно поэтому многие автолюбители и эксперты считают, что алюминиевые моторы имеют преимущество перед старыми, полагая, что чугунные моторы – это отсталая технология. На самом деле эта идея совершенно неверна и подобное мнение крайне однобоко.
Давайте же познакомимся с разницей между алюминиевыми и чугунными двигателями. Алюминиевые и чугунные моторы называют так в зависимости от того, из какого материала сделан блок цилиндров двигателя. Например, если блок цилиндров сделан из чугуна, то двигатель считается чугунным. И даже если в нем будет использоваться алюминиевая головка блока цилиндров, то все равно этот двигатель будет считаться чугунным. То же самое касается и алюминиевых силовых агрегатов.
Фактически же оба типа двигателей имеют как свои преимущества, так и недостатки. Давайте кратко в виде цитат из прошлой статьи выделим преимущества и недостатки алюминиевых двигателей, которые откроют глаза тем, кто считает, что чугунные моторы – это допотопные технологии. На самом деле сбрасывать со счетов чугунные силовые агрегаты еще рано.
Рекламные предложения на основе ваших интересов:
Углеродистые конструкционные стали обыкновенного качества применяют для автомобильных деталей, изготовленных с помощью сварки и работающих при небольших нагрузках.
В зависимости от гарантируемых характеристик качества стали Делятся на группы А, Б и В. Стали группы А поставляются по механическим свойствам и маркируются СтО, Ст1, Ст2, СтЗ, Ст4, Ст5, Стб. Стали группы Б посталяются по химическому составу и маркируются БСтО — БСтб. Стали группы В поставляются по механическим свойствам и химическому составу и маркируются ВСт1— ВСтб. Во всех марках буквы Ст обозначают «сталь», а цифры — номер стали. Чем выше номер, тем больше в стали углерода и тем выше ее твердость.
Область применения сталей обыкновенного качества: СтО — Lt4 — малонагруженные детали конструкции кузова автомобиля, кРепежа, гнутые профили; Ст5, Стб — средненагруженные оси, малоответственные болты и гайки, клинья, планки, профили и т. д.
При производстве сталей данного назначения получают два рода сталей: полуспокойную и кипящую. Кипящая сталь при застывании в изложнице обильно выделяет газы — кипит. Для отличия этих сталей в марку стали добавляют буквы «кп» или «пс» например, БСт1пс, Ст2кп.
Углеродистые конструкционные сталп качественные идут на изготовление деталей кузовов, двигателей и нормалей. Стали этой группы подразделяются на подгруппы: малоуглеродистые высокой пластичности марок 08—10, малоуглеродистые меньшей пластичности марок 15—25, среднеуглеродистые повышенной прочности марок 30—55, высокой прочности марок 60—80. Цифры в обозначении марок сталей указывают среднее содержание углерода в сотых долях процента.
Стали марок 08—10 (содержание углерода от 0,08 до 1%) хорошо деформируются в холодном состоянии, поэтому применяются для штамповки кузовных облицовочных деталей, панелей крыши и дверей. Стали марок 15—25 хуже деформируются, но хорошо свариваются и подвергаются химико-термической обработке. Они применяются для деталей, изготовляемых штамповкой, высадкой и протяжкой (поперечины, распорки, усилители, рычаги, кронштейны, вал рулевого механизма, тяги, шкивы, крепеж и т. д.).
Сталп марок 30—55 идут на изготовление методом горячей штамповки различных деталей широкого применения: валов, зубчатых колес, полуосей и т. д. Для них используют все виды термической обработки, значительно повышающие эксплуатационные и прочностные свойства деталей.
Сталп марок 60—80 обладают высокой прочностью и упругими свойствами, приобретаемыми после закалки и отпуска. Их примениют для деталей, работающих при больших статических и динамических нагрузках: крестовин карданных шарниров, дисков сцепления, гибких валов, пружин и т. д.
Стали литейные углеродистые применяют для изготовления литых автомобильных деталей различными методами литья, в том числе точного для фасонных деталей с минимальным объемом последующей механической обработки.
Марки сталей этой группы обозначают двухзначным числом с добавлением буквы Л, например: 15Л, 20Л, 25Л. Из литейных сталей получают отливки различных корпусных деталей, ступиц колес, дисков, зубчатых колес, муфт, маховиков и т. д.
Низколегированные и легированные стали дороже качественных углеродистых сталей, но по свойствам их существенно превосходят. Ио сравнению с углеродистыми эти стали обладают более высоким пределом прочности, лучшей пластичностью и вязкостью, пониженной хладоломкостью, лучшей коррозионной стойкостью. Легированные стали позволяют обеспечить оптимальные механические свойства валов и других ответственных деталей.
Все положительные свойства легированным сталям придают легирующие добавки элементов: хрома (X), марганца, (Г), никеля (И), кремния (С), молибдена (М), вольфрама (В) и др.
Маркировка легированной стали состоит из двух цифр и последующих букв: цифры обозначают содержание углерода в сотых долях процента, буквы — условное обозначение легирующего элемен-
Если после буквы идет цифра, то она указывает на содержание ТцРИрующего элемента в процентах. Отсутствие цифры после буквы бозначает содержание легирующего элемента в пределах менее 1%. Например, 18ХН2М — хромоникельмолибденовая сталь для рычагов привода клапанов, содержащая 0,18% углерода (С), до 1 % хрома /X), 2% никеля (Н2) и до 1% молибдена (М).
Легированные стали применяются в основном на автомобилях для изготовления наиболее ответственных деталей: поршневых пальцев, толкателей, клапанов, шатунов, осей, валов переключения передач, шестерней, сателлитов, полуосей, высокоточных деталей системы питания дизелей и др.
Низколегированные стали применяют для металлоемких несущих элементов конструкции автомобиля, таких, как грузовая платформа, рама, балка моста и др.
Сталь рессорно-пр ужинная подразделяется на качественную, высококачественную и коррозионностойкую и характеризуется высокими значениями предела текучести и выносливости. Наибольшее применение для пружин общего назначения, подвески, рессорных листов и торсионов находят углеродистые качественные стали марок 65, 70, 75, 85, а также стали с таким же содержанием углерода и добавками марганца (60Г, 65Г, 70Г), кремния (60С2, 70СЗ) и др.
Сталь высоколегированная корозионно-стойкая жаростойкая и жаропрочная предназначена для работы в агрессивных средах и при высоких температурах. В зависимости от основного назначения стали этой группы Делятся на подгруппы : I — коррозионностойкую против всех видов коррозии (20X13, 17Х18Н9 и др.); II — жаростойкую до 500 °С (40Х9С2 и др.); III — жаропрочную до 1000 °С (36Х18Н25С2 и др.).
Из сталей указанных подгрупп изготовляют детали систем питания двигателей, запорную иглу карбюратора, пружины, детали форсунок, клапаны, глушители и т. п.
Стали для изготовления инструмента и технологической оснастки отличаются повышенной твердостью и теплостойкостью. Они содержат углерод и различные легирующие добавки. В обозначении марки стали содержание углерода указывается в десятых долях процента, а легирующие элементы обозначаются по аналогии с углеродистыми легированными сталями. Например: 4ХС – 0,4% С, 1% хрома, 1% кремния.
Особую группу инструментальных сталей составляют быстро-Режущие Сталн, которые предназначены для изготовления режущего инструмента быстроходных станков. Они имеют в обозначении марки стали букву «Р» (режущая) и число — процент содержания вольфрама. Например, Р9 — быстрорежущая, 9% — содержание вольфрама, а содержание углерода превышает 0,7%.
Чугуны, применяемые для автомобилей, классифицируются по состоянию углерода в сплаве (микроструктуре) на следующие основные виды: серый чугун (СЧ), белый чугун, ковки чугун (КЧ).
В сером чугуне весь углерод находится в свободном состоянии р. виде пластинчатого или шаровидного графита. Ковкий чугун представляет собой то же, что и серый чугун, но форма включений графита хлопьевидная.
В белом чугуне весь углерод связан в химическое соединение — цементит, вследствие чего он обладает повышенной твердостью.
Серый чугун маркируют буквенно-цифровыми обозначениями. Буквы СЧ обозначают серый чугун, а цифры, написанные через тире — предел прочности при растяжении (первая группа) и при изгибе (вторая группа). Например, СЧ18-36 означает, что серый чугун данной марки имеет предел прочности при растяжении 18 кгс/мм2, при изгибе — 36 кгс/мм2.
Ковкий чугун маркируют так же, как и серый, но вторая группа цифр здесь обозначает относительное удлинение в процентах. Например, КЧ35-10 означает: ковкий чугун с пределом прочности на растяжение 35 кгс/мм2 и относительным удлинением 10%.
Чугуны находят широкое применение при изготовлении автомобильных деталей. Из серого чугуна изготавливают блоки цилиндров двигателей ЗИЛ, ЯМЗ, ГАЗ, головки цилиндров, гильзы блоков цилиндров, картера сцеплений, коробок передач, маховики, тормозные цилиндры, барабаны и др.
Ковкий чугун идет на изготовление деталей повышенной прочнее-; ти и вязкости: картеров редукторов, коробок передач, кронштейнов рессор, коробок сателлитов и др.
Белый чугун применяется для изготовления деталей повышенной усталостной прочности: коленчатых и распределительных валов, седел клапанов, шестерен масляного насоса, суппортов дискового тормоза ВАЗ и др.
Рекламные предложения:
Читать далее: Общие сведения о цветных металлах и сплавах, применяемых в конструкции автомобилей
Категория: — Автомобильные эксплуатационные материалы
→ Справочник → Статьи → Форум
Из какого металла сделан двигатель автомобиля
У многих есть старый автомобиль. Он может либо достаться в наследство, либо быть просто предметом давней роскоши. Как правило, двигатель такого автомобиля находится в довольно трепетном состоянии.
Чтобы привести его в рабочее состояние придется потратить кругленькую сумму и вложить кучу усилий. В большинстве случаев это довольно нецелесообразно. В таком случае лучше сдать автомобиль на металлолом целиком.
Если же вы меняли двигатель — покупали новый или установили контрактный с пробегом, то возникает вопрос — куда деть старый неработающий автомобильный двигатель?
На ум приходит одно: сдать двигатель на металлолом. Это действительно самый удачный выбор ибо больше его деть некуда. Здесь вы сможете не только избавиться от старой «рухляди», но и получить финансовое вознаграждение.
Да и если задуматься глобально, то получается, что вы даете металлу новую жизнь! Пройдя полный цикл переработки, он превратится либо в станок, либо в какую-нибудь деталь, либо с него просто отольют чистый лист металла.
Материалы,применяемые в автомобилестроении
#1 Точмаш 23

Популярное сообщение!
Постепенно будем собирать и систематизировать материалы по автомобильным деталям,т.е.,что из чего сделано.В данной теме будует информация о стальных,чугунных,алюминиевых деталях.
Стали пониженной прокаливаемости
50ППО (коромысло клапана ЗИЛ-130), 58 (55ПП), 60ПП (ведомая цилиндрическая шестерня главной передачи ЗИЛ-130, ведомая коническая шестерня ГАЗ-53А, вторичный вал ГАЗ-53А), НИПРА (шестерни полуоси, крестовины дифференциала)
Корпуса стеклоподъемников и дверных замков, кожуха системы охлаждения, брызговики двигателя, дверки кабин, крылья, глушители, щитки радиатора, панели капота, корпуса воздушного фильтра, детали кабин и кузовов, кронштейны, крышки клапанных механизмов, регулировочные прокладки, маслоотражатели, гайки, шурупы, детали приспособлений, нестандартного оборудования
Диски колес легковых автомобилей, различные пальцы и оси, болты и винты с круглой, олукрглой, цилиндрической, потайной и другими головками
Валы и червяки рулевого управления, валы управления коробкой передач, карданные валы, тросы стеклоподъемников, бамперы, детали рычага ручного тормоза, вилки переключения передач, вкладыши рулевых тяг, рычаги переключения передач, различные кронштейны, тросы управления карбюратором и др.
Карданные фланцы и вилки, шестерни коленчатого вала, шестерни масляного насоса, корпуса гидроцилиндров опрокидывающихся устройств самосвалов, выдвижные гильзы гидроподъемников, буксирные крюки, вилки переключения передач, шпильки колес, шестигранные резные болты, детали нестандартного оборудования
Коленчатые валы двигателя и компрессора, распределительные валы, поршневые пальцы, полуоси некоторых марок легковых автомобилей, оси шестерен заднего хода, поворотные шкворни, вилки карданного вала, венцы маховиков, разжимные кулаки колодок тормоза, штанги толкателей, шпильки головки блока и др.
Ведомые диски сцепления
Сталь для клапанов — 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М,
Чугунные детали отечественных автомобилей
Впускные и выпускные трубопроводы двигателей, блоки цилиндров двигателей, маховики, нажимные диски сцеплений, блоки цилиндров компрессоров, картеры и крышки картеров коробок передач, мокрые гильзы цилиндров и гильзы двигателей воздушного охлаждения, тормозные барабаны, цилиндры гидротормозов и сцеплений и др.
Легированные и малолегированные
Монометаллические гильзы цилиндров, клапанные гнезда, гильзы цилиндров двигателей, поршневые кольца, диски сцеплений
Вставки в верхнюю часть мокрых гильз цилиндров, клапанные гнезда
Высокопрочные с шаровидным графитом
Поршневые кольца, коромысла клапанов, коленчатые валы, распределительные валы, картеры коробок передач, ступицы колес, тормозные барабаны, башмаки рессор, кронштейны двигателей и подвески
Картеры главных передач, картеры задних мостов, картеры рулевых механизмов, чашки дифференциала, ступицы колес, тормозные барабаны, кронштейны, педали
Направляющие втулки клапанов
Для наплавки тарелок толкателей, коромысел клапанов, кулачков распределительных валов при их ремонте
Алюминиевые автомобильные диски.
Изготавливаются из первичного алюминия. А356 AlSi7Mg03, российский аналог АК7ч

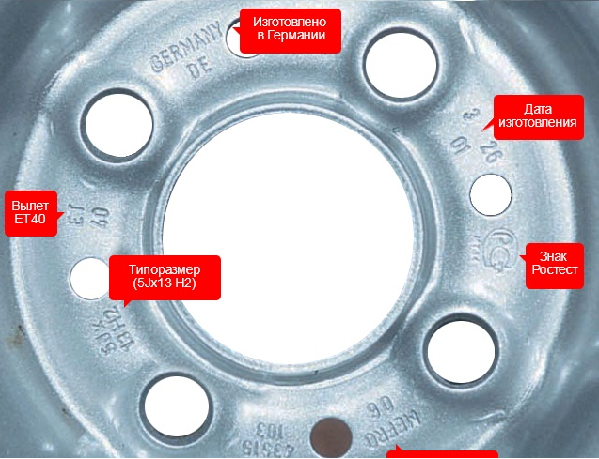
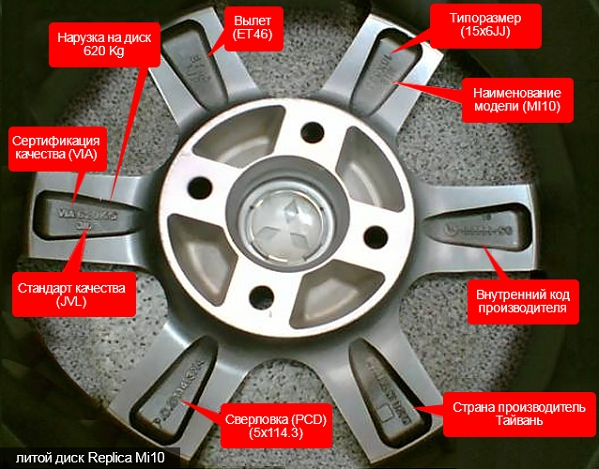






Отличие оригинального диска от идентичного и реплики на примере BMW.
Диски оригинальные и идентичные изготавливаются на одном заводе Оригинальные диски подлежат клеймению знаком BMW и являются принадлежностью автомобиля.Всю юридическую ответственность несет BMW ,а не завод изготовитель дисков.Точно такой же диск,отлитый на том же заводе,но без клейма, называется идентичным — в этом все их отличие.Реплика-точная копия оригинального диска,с неизвестным составом алюминиевого сплава,отлитым. можно догадаться где.
Литые алюминиевые детали автомобиля
Из алюминиевых сплавов изготавливают и другие детали двигателей: трубы впускные, картеры рулевого управления, картеры сцепления и др., отливаемые в кокиль из сплавов типа АЛ4 или АК9 (ОСТ 48-178—80); термостаты, водяные насосы, отливаемые под давлением из сплава АЛ4. Литьем под давлением изготавливают также корпуса карбюратора, дросселя, распределителя, топлив
ного и масляного насосов и др. Диапазон применяемых сплавов также достаточно широк. Используют сплавы типа АК12М2 (ОСТ 48-178—80), АК9С и АК9М2а (ТУ 48-3606-8/0—82). Значительную номенклатуру деталей электроаппаратуры отливают под давлением из сплавов типа АЛ2 и АК12М2р (ТУ 48.26.48—78).
Наиболее характерные примеры применения литейных алюминиевых сплавов в конструкциях двигателей приводятся ниже.
Блоки У-образных двигателей ГАЭ-53 и ГАЗ-66 изготавливают из сплава АЛ4 литьем под давлением. Минимальная толщина стенки составляет 4,5 мм, масса отливки 29 кг и полностью механически обработанного блока 26 кг. Двигатель ГАЗ-24 имеет блок цилиндров из сплава АЛ4 массой 17 кг.
Головки двигателей автомобилей ВАЗа отливают в кокиль из сплава АК6М2, трубы впускные — из сплава АК9. Методом литья под давлением изготавливают корпуса масляного насоса и ряд других деталей.
Четырехцилиндровый блок двигателя английской фирмы «Hill-man» получают литьем под низким давлением из сплава типа AЛ4. Крышки коренных подшипников изготавливают литьем под давлением из сплава, содержащего 9 % Si и 3 % Си. Головку блока цилиндров отливают из сплава типа AJ16 в кокиль. Методом литья под давлением отливают переднюю крышку с водяным насосом, крышку клапанной коробки, секцию толкателей и выпускную трубу. Восьмицилиндровый У-образный двигатель английского автомобиля Rover целиком изготовлен из алюминиевых сплавов. Блок цилиндров отливают из сплава М25 в землю, головку — под давлением. Двигатель «Peugeot-204» (Франция) с алюминиевым блоком и головкой цилиндров поперечного расположения смонтирован в блоке с коробкой передач. Масса силового агрегата составляет 125 кг. Алюминиевый блок цилиндров двигателя «Renault-16» отливают под давлением. Одновременно из алюминиевых сплавов изготавливают головку и ряд других делалей. Масса двигателя 92 кг. Картер коленчатого вала У-образного двигателя воздушного охлаждения «Tat-га-603» отливают из сплава типа АЛ4. Головки на каждый цилиндр отливают в кокиль из сплава типа AЛ13. Американский шестицилиндровый двигатель воздушного охлаждения «Chevrolet-Corvair» изготавливают из алюминиевых сплавов методом литья под низким давлением. Алюминиевая головка выполнена общей на каждые три цилиндра. Блок шестицилиндрового двигателя «Rumbler» (США), отлитый под давлением из алюминиевого сплава, весит вместе с залитыми чугунными гильзами 30,5 кг.
Оценивая применение литейных алюминиевых сплавов в конструкциях шасси и кузовов, следует прежде всего отметить изготовление коробок передач, главным образом в легковых автомобилях.
Неавтоматические коробки передач отливают в кокиль и под давлением из сплава типа АЛ4. Картеры автоматических коробок передач более приспособлены для литья под давлением, что обусловливает более широкое применение алюминиевых сплавов для этих
Целей. При этом обеспечивается более высокая точность отливок И значительное снижение механической обработки. Для уменьшения теплового расширения картера практикуют применение стальных вставок.
Картер сцепления для легковых автомобилей, как правило, отливают под давлением как одно целое с картером коробки передач из сплава типа AЛ4. Картер сцепления для грузовых автомобилей отливают в комбинированные формы или в кокиль из сплавов типа АЛ4 и АЛ9.
Из сплавов типа АК9С и АК9М2а изготавливают литьем под давлением тормозные колодки, картер рулевого управления, корпус фильтра очистки масла, картеры мостов легковых автомобилей. В кокиль отливают кронштейны опор подвески и реактивные штанги.
В настоящее время осваивается производство колес легковых автомобилей литьем в кокиль и с противодавлением из сплава типа АЛ4. В ряде случаев для этих целей применяют ковку из сплава типа АДЗЗ или литье в кокиль из сплава типа АЛ9. Для придания декоративного вида колеса анодируют, хромируют или окрашивают. Конструкция колес должна обеспечивать достаточную их прочность, чтобы исключить повреждения при монтаже шин и при наезде на бортовой камень.
Высокие теплопроводность и удельная теплоемкость алюминиевых сплавов способствуют применению их для отливки тормозных барабанов. При этом значительно увеличивается долговечность тормозных накладок. Тормозные барабаны отливаются в кокиль из сплавов типа АЛ9 и АЛ1, а иногда — под давлением. На рабочих поверхностях тормозных барабанов применяют чугунные вставки для увеличения износостойкости. В частности, на ВАЗе применяют литье под давлением из сплава АК12М2.
Тормозные цилиндры штампуют из сплава АД31 или отливают в кокиль из сплавов типа АК6М2. Основное преимущество алюминиевых сплавов в данном случае — стойкость к коррозионному воздействию тормозной жидкости. Алюминиевые поршни тормозных цилиндров анодируют для увеличения износостойкости.
Ряд деталей двигателей, шасси и кузова отливают из вторичных сплавов типа АК5М7, АК4М4, АК5М2, АК7, АК12М2р, АК4М2Ц6 и АК9М2а.
Вторичные сплавы АК9С, АК12М2р и в отдельных случаях АК7, включая переплав алюминиевой стружки, применяют для подших-товки при выплавке первичных сплавов.
Сообщение отредактировал Точмаш 23: 27 Ноябрь 2018 11:09
- Наверх
- Вставить ник
#2 Точмаш 23
Популярное сообщение!
Алюминиевые литейные сплавы для блоков цилиндров иностранного производства

Почти все блоки цилиндров, которые отливают методом литья под высоким давлением, изготавливают из сплава 46000 (AlSi9Cu3(Fe)).
Сплавы 8081 (Al-0,75Fe-0,7Si) и 8280 (Al-6,2Sn-1Cu-1,5Si) имеют отличные антифрикционные свойства и их применяют в подшипниках для автомобилей.
European Aluminium Association
Сообщение отредактировал Точмаш 23: 22 Ноябрь 2019 14:56
- Наверх
- Вставить ник
#3 Точмаш 23
Алюминиевые колесные диски: варить или не варить?
В русскоязычной технической литературе, особенно в Сети обычно применяется термин «колесные диски». В англоязычной нормативной и технической литературе колесные диски называют «wheels», то есть – «колеса». Каждое колесо имеет обод, то есть ту часть, на которую устанавливается шина. «Диском» называют элемент колеса, который соединяет обод с осью автомобиля. Стальные колеса грузовых автомобилей обычно не имеют ступицы, а крепятся к оси непосредственно через диск. Поэтому их называют «disk wheels» — «дисковые колеса» [1, 2]. Алюминиевые колеса часто вместо диска имеют «спицы», которые переходят в «ступицу». Ступица крепится к оси автомобиля. Отметим, что ГОСТ Р 50511-93 [3] применяет международные термины «колеса» и «дисковые колеса».
Ниже во избежание путаницы будем взаимозаменяемо применять термины «колеса», «дисковые колеса» и «колесные диски».
Зарубежные нормативные документы
Колесные диски являются высоконагруженными элементами автомобиля, от которых в значительной степени зависит его безопасность. Поэтому ведущие производители автомобилей и колесных дисков не разрешают выполнения на них каких-либо ремонтных работ, в том числе ремонтной сварки.
Стандарт ISO 14400 прямо указывает, что ремонт колесных дисков сваркой не должен производиться, так как это может ввести дополнительные напряжения в его критические области [1]. Организация EUWA (Association of European Wheel Manufactures) – Ассоциация европейских производителей автомобильных колес – категорически запрещает ремонт поврежденных ободьев и дисков автомобильных колес с применением нагрева, сварки или добавления какого-либо дополнительного материала [4].
Вместе с тем, региональный нормативный документ канадской провинции Британская Колумбия – правила по ремонту сваркой алюминиевых колесных дисков – допускает ограниченное применение сварки для ремонта ободьев колес [5].
Сварка алюминиевых дисков: канадские правила
Некоторые положения из этих канадских Правил, которые могут быть интересны специалистам по сварке алюминиевых колесных дисков [3]:
- Минимальная толщина материала элемента алюминиевого диска, которая может подвергаться ремонту сваркой, составляет 1,5 мм.
- Ремонтная мастерская должна постоянно иметь страховой фонд специально под ремонт алюминиевых дисков в размере не менее 2 миллионов долларов (надо понимать, канадских).
- Мастерская должна иметь сварочный аппарат не менее чем на 250 ампер.
- Мастерская должна иметь мастера по ремонту сваркой (weld repair supervisor), который имеет опыт по сварке алюминия не менее 5 лет.
- Этот мастер несет ответственность за:
а) решение о ремонте диска сваркой или отправке его в лом;
б) способ ремонта для каждого ремонтируемого алюминиевого диска;
в) качество сварки отремонтированного алюминиевого диска. - В мастерской по ремонту алюминиевых дисков должен вестись специальный журнал, в который заносятся сведения о каждом ремонте алюминиевых дисков.
- Каждый сварщик должен проходить экзамен на знание методов испытаний и критериев приемки сварочного ремонта алюминиевых дисков.
- Мастерская по ремонту алюминиевых автомобильных дисков должна раз в два года проходить сертификационный аудит, чтобы подтвердить, что она имеет соответствующее оборудование, квалифицированного мастера по ремонту сваркой и квалифицированного сварщика.
- Разрешенный конструкционный ремонт сваркой ограничивается ободом, как это показано на рисунках 1 и 2.
- Косметический ремонт разрешается по всему колесу, включая ремонт сваркой поверхностных вмятин и выступов, которые не влияют на конструкционную целостность колеса.
- Допускается ремонт дисков, который применяет сварку в комбинации с ограниченной горячей и холодной правкой.
- Температура горячей правки не должна быть выше 204 °C (400 °F).
- Ремонтная сварка должна выполняться только с применением утвержденных режимов и материалов сварки методом TIG или методом MIG.
- Сварка может производиться на колесных дисках из алюминиевых литейных сплавов и деформируемых сплавов серий 5ххх и 6ххх.
- Критерии приемки алюминиевых сварных швов должны быть в соответствии с канадскими нормативными документами по сварке алюминиевых конструкций.
 Рисунок 1 – Основные элементы типичного колесного диска [3]
Рисунок 1 – Основные элементы типичного колесного диска [3]

Рисунок 2 – Разрешенная и запрещенная зоны сварки
типичного колесного диска [3]
Основные типы алюминиевых колесных дисков Цельный литой диск
Это наиболее широко распространенный тип алюминиевых колесных дисков. Доля цельных – монолитных – литых дисков в общем количестве всех алюминиевых дисков к 2012 году составляла: 80 % в Европе, 85 % — в США и 93 % — в Японии [6].
Диск из двух частей (обод из листа + литая ступица)
Передняя часть диска – ступица – изготавливается литьем, обод получают прокаткой или экструзией [2]. Эти две части соединяются друг с другом болтами, стальными или титановыми. Исходный лист – из алюминиево-магниевого сплава, обычно из сплава 5454 [2, 3]
Диск из двух частей (обод и ступица из листа)
Обод и ступицу изготавливают методами обработки металлов давлением – горячей или холодной: глубокой высадки, прокатки, штамповки, ковки и т. п. Обе части соединяют сваркой. Исходный лист – из алюминиево-магниевых сплавов, чаще всего из сплава 5454 [2]
Диск из трех частей
Ступицу и спицы сложной формы получают литьем. Обод состоит из двух половинок, которые изготавливают прокаткой или экструзией. Обод болтами или сваркой соединяют со ступицей [2].
Цельный диск: литье + катаный обод
Этот процесс комбинирует литейную технологию с методами обработки металлов давлением для формирования обода, горячей или холодной.
Механические характеристики кованых колесных дисковявляются самыми высокими из всех типов, представленных на рынке. Их получают путем механической обработки кованых заготовок из алюминиевых сплавов 6061 и 6082.
Диск из заготовки в полутвердом состоянии
Этот тип дисков мало распространен из-за их ограниченного производства. Их механические характеристики аналогичны характеристикам кованых дисков. На отливке в полутвердом состоянии раскатывают обод методами обработки металлов давлением или центральную часть диска, которую соединяют болтами или сваркой с ободом [2].
Алюминиевые сплавы для автомобильных дисков Алюминиевые литейные сплавы
Литые диски изготавливают из литейных алюминиево-кремневых сплавов с содержанием кремния от 7 до 12 %.
В США и Японии применяют практически только алюминиевый сплав AlSi7Mg0,3 в термически упрочненном состоянии Т6. Это сплав имеет номинальное содержание кремния 7 % и магния – 0,3 %. В США аналогичный сплав имеет обозначение А356.0.
Тот же сплав AlSi7Mg0,3 применяется и в Европе, причем как с термическим упрочнением, так и без термического упрочнения. В Германии и Италии применяют сплав AlSi11Mg (номинальное содержание кремния 11 %, магния – 1 %), обычно без термического упрочнения [6].
Таблица 1 – Литейные алюминиевые сплавы,
применяемые в колесных дисках

Деформируемые алюминиевые сплавы
Цельные кованые диски изготавливают из следующих деформируемых алюминиевых сплавов:
- 6082 (в Европе)
- 6061 (в США);
Сплавы 6082 и 6061 относятся к серии 6ххх. Основные легирующие элементы – магний и кремний (номинальные содержания – до 1 %). Являются термически упрочняемыми.
Листовой алюминий, который применяют при изготовлении колесных дисков, обычно состоит из алюминиевого сплава 5454. Сплав 5454 относится к серии 5ххх. Основным легирующим элементом является магний с номинальным содержанием 3 %. Является термически неупрочняемым. Повышенную прочность может достигать за счет холодной пластической деформации – нагартовки.
Таблица 2 – Деформируемые алюминиевые сплавы,
применяемые в колесных дисках

Состояния алюминиевых сплавов
Кованые алюминиевые диски из деформируемых сплавов 6082 и 6061 упрочняют путем закалки и искусственного старения (состояние Т6).
Литые диски или их элементы из сплава AlSi7Mg0,3 могут подвергаться термическому упрочнению путем закалки и искусственного старения (состояние Т6) или применяться без термического упрочнения, то есть в литейном состоянии (состояние F).
Литые диски из сплава AlSi11Mg обычно не подвергают термическому упрочнению (состояние F) [2, 6].
Термически неупрочняемые сплавы серии 5ххх могут получать при изготовлении или ремонте нагартованные состояния, которые обозначаются Hхх.
Зона термического влияния при сварке алюминия Металлургия сварки плавлением
При дуговой сварке алюминия в месте сварного шва происходит плавление в зоне сварного шва основного металла, а также присадочного материала, если он применяется. При затвердевании этих металлов возникают новые зерна, которые «врастают» в зерна основного металла, которому не хватило тепла, чтобы расплавиться [7].
Независимо от вида источника тепла, все сварные швы при сварке плавлением имеют области с резко различной микроструктурой. Эти изменения микроструктуры возникают из-за фазовых превращений в твердом состоянии, таких как:
- рекристаллизация и/или рост зерна в нагартованных материалах;
- перестаривание или растворение упрочняющей фазы в термически упрочненных (состаренных) материалах.
Эту зону с измененной микроструктурой и называют зоной термического влияния сварки [7].
Прочность алюминия в зоне термического влияния сварки
Алюминиевые сплавы в литом состоянии (состояние F) или состоянии после отжига (состояние О) могут подвергаться сварке без какой-либо значительной потери прочности в зоне термического влияния сварки. В этом случае прочность сварного шва соответствует прочности основного металла. Это относится, например, к литым колесным дискам из сплавов AlSi7Mg0,3 и AlSi11Mg, которые не подвергались термическому упрочнению.
Если алюминиевый сплав, например, получил свою повышенную прочность за счет холодной пластической деформации (нагартовки) или за счет выделения упрочняющих частиц (старения), например, в состоянии Т6, то в этом случае в зоне термического влияния может быть значительная потеря прочности.
Нагартованные сплавы, например, сплавы серии 5ххх, теряют свою прочность за счет процесса рекристаллизации, который происходит в зоне термического влияния при температуре выше 200 ºС, а при температуре выше 300 ºС – частичный или полный отжиг (рисунок 3).
 Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх
Рисунок 3 – Механические свойства нагартованного сплава серии 5ххх
в зоне термического влияния сварки [7]
Термически упрочненные сплавы при нагреве теряют свою прочность за счет дополнительного выделения и укрупнения упрочняющих частиц. Этот процесс называется перестариванием. При температуре выше 300 ºС достигается состояние частичного или полного отжига (рисунок 4).
 Рисунок 4 — Механические свойства термически упрочненного сплава 6061
Рисунок 4 — Механические свойства термически упрочненного сплава 6061
в зоне термического влияния сварки [7]
Сплавы 6061, 6082, 5454 и А356.0
Термически упрочненный сплав 6061 в состоянии Т6 имеет минимальные пределы текучести и прочности 240 и 290 МПа, соответственно. В зоне термического влияния они могут снижаться до 115 МПа (48 %) и 175 МПа (60 %) [8].
Термически упрочненный сплав 6082 в состоянии Т6 имеет минимальные пределы текучести и прочности 255 и 300 МПа, соответственно. В зоне термического влияния они могут снижаться до 125 (49 %) и 185 МПа (62 %) [8].
Нагартованный до состояния Н24/Н34 сплав 5454 имеет минимальные пределы текучести и прочности 200 и 270 МПа, соответственно. В зоне термического влияния эти величины могут снижаться до 105 (53 %) и 215 МПа (80 %), то есть почти до прочностных свойств отожженного состояния [8].
Сплав А356.0 (AlSi7Mg0,3) при литье в постоянные формы имеет в состоянии Т6 минимальные пределы текучести и прочности 200 и 250 МПа, соответственно. В зоне термического влияния сварки состояние Т6 переходит в состояние F с минимальными пределами текучести и прочности 90 МПа (45 %) и 180 МПа (72 %) [9].
При принятии решения о применении ремонтной сварки алюминиевого колесного диска необходимо принимать во внимание то, что в зоне термического влияния сварки механические свойства основного металла могут снижаться.
Для назначения режимов правки и сварки колесного диска необходимо, как минимум, знать:
- химический состав алюминиевого сплава;
- состояние алюминиевого сплава (литое состояние, термически упрочненное состояние, нагартованное состояние).
Из какого металла сделан двигатель автомобиля
Блок-картер является одной из самых тяжелых деталей всего автомобиля и занимает самое критичное место для динамики движения: место над передней осью. Поэтому именно здесь делаются попытки полностью использовать потенциал для уменьшения массы. Серый чугун, который в течение десятилетий использовался в качестве материала для блок-картера, все больше и больше заменяется как в бензиновых, так и в дизельных двигателях алюминиевыми сплавами. Это позволяет получить значительное снижение массы.
Серый чугун
Чугун — это сплав железа с содержанием углерода более 2 % и кремния более 1,5 %. В сером чугуне избыточный углерод содержится в форме графита. Для блок-картеров дизельных двигателей использовался и используется чугун с пластинчатым графитом, который получил свое название по расположению находящегося в нем графита. Другие составляющие сплава — это марганец, сера и фосфор в очень маленьких количествах.
Чугун с самого начала предлагался как материал для блок-картеров серийных двигателей, т. к. этот материал не дорог, просто обрабатывается и обладает необходимыми свойствами. Легкие сплавы долго не могли удовлетворить этим требованиям. Автопроизводители используют для своих двигателей чугун с пластинчатым графитом вследствие его особенно благоприятных свойств, а именно:
-хорошие прочностные свойства;
-хорошие литейные свойства;
-очень хорошее демпфирование.
Выдающееся демпфирование — это одно из отличительных свойств чугуна с пластинчатым графитом. Оно означает способность воспринимать колебания и гасить их за счет внутреннего трения. Благодаря этому, значительно улучшаются вибрационные и акустические характеристики двигателя.
Хорошие свойства, прочность и простая обработка делают блок-картер из серого чугуна и сегодня конкурентоспособным. Благодаря высокой прочности, бензиновые двигатели и дизельные двигатели и сегодня делаются с блок-картерами из серого чугуна. Возрастающие требования к массе двигателя на легковом автомобиле в будущем смогут удовлетворить только легкие сплавы.
Алюминиевые сплавы
Блок-картеры из алюминиевых сплавов пока еще относительно новые и используются только для дизельных двигателей.
Плотность алюминиевых сплавов составляет примерно треть по сравнению с серым чугуном. Но преимущество в массе имеет такое же соотношение, т. к. вследствие меньшей прочности такой блок-картер приходится делать массивнее. Другие свойства алюминиевых сплавов:
-хорошая химическая стойкость;
-неплохие прочностные свойства;
Чистый алюминий не пригоден для литья блок-картера, т. к. имеет недостаточно хорошие прочностные свойства. В отличие от серого чугуна основные легирующие компоненты добавляются здесь в относительно больших количествах.
Сплавы делятся на четыре группы, в зависимости от преобладающей легирующей добавки. Эти добавки:
Для алюминиевых блок-картеров двигателей используются исключительно сплавы AlSi. Они улучшаются небольшими добавками меди или магния.
Кремний оказывает положительное воздействие на прочность сплава. Если составляющая больше 12 %, то специальной обработкой можно получить очень высокую твердость поверхности, хотя резание при этом осложнится. В районе 12 % имеют место выдающиеся литейные свойства.
Добавка меди (2-4 %) может улучшить литейные свойства сплава, если содержание кремния меньше 12 %.
Небольшая добавка магния (0,2-0,5 %) существенно увеличивает значения прочности.
Для бензиновых и дизельных двигателей используют алюминиевый сплав AISi7MgCuO,5. Как видно из обозначения AISi7MgCuO,5, этот сплав содержит 7 % кремния и 0,5 % меди.
Он отличается высокой динамической прочностью. Другими положительными свойствами являются хорошие литейные свойства и пластичность. Правда, он не позволяет достичь достаточно износостойкой поверхности, которая необходима для зеркала цилиндра. Поэтому блок картеры из AISI7MgCuO,5 придется выполнять с гильзами цилиндров.
Прогрессивные исследователи задумываются об использовании еще более легкого материала — магниевого сплава. Были созданы прототипы двигателей, в которых металлические гильзы цилиндров устанавливались в легковесные пластиковые блоки, хотя эти двигатели оказывались ужасно шумными.
Таким образом, для алюминиевого блока-картера двигателя необходимо использовать исключительно сплавы AlSi, а именно АЛ4. Они улучшаются небольшими добавками меди или магния. Кремний оказывает положительное воздействие на прочность сплава. Если составляющая больше 12 %, то специальной обработкой можно получить очень высокую твердость поверхности, хотя резание при этом осложнится. В районе 12 % имеют место выдающиеся литейные свойства.
Добавка меди (2-4 %) может улучшить литейные свойства сплава, если содержание кремния меньше 12 %. Небольшая добавка магния (0,2-0,5 %) существенно увеличивает значения динамической прочности. Другими положительными свойствами являются хорошие литейные свойства и пластичность. Правда, он не позволяет достичь достаточно износостойкой поверхности, которая необходима для зеркала цилиндра. Поэтому блок картеры из АЛ4 придется выполнять с гильзами цилиндров.
Анализ материалов
Чугунный блок наиболее жёсткий, а значит — при прочих равных выдерживает наиболее высокую степень форсировки и наименее чувствителен к перегреву. Теплоёмкость чугуна примерно вдвое ниже, чем алюминия, а значит двигатель с чугунным блоком быстрее прогревается до рабочей температуры. Однако, чугун весьма тяжёл (в 2,7 раза тяжелее алюминия), склонен к коррозии, а его теплопроводность примерно в 4 раза ниже, чем у алюминия, поэтому у двигателя с чугунным картером система охлаждения работает в более напряжённом режиме.
Алюминиевые блоки цилиндров лёгкие и лучше охлаждаются, однако в этом случае возникает проблема с материалом, из которого выполнены непосредственно стенки цилиндров. Если поршни двигателя с таким блоком сделать из чугуна или стали, то они очень быстро износят алюминиевые стенки цилиндров. Если же сделать поршни из мягкого алюминия, то они просто «схватятся» со стенками, и двигатель мгновенно заклинит. Плотность алюминиевых сплавов составляет примерно треть по сравнению с серым чугуном. Но преимущество в массе имеет такое же соотношение, т. к. вследствие меньшей прочности такой блок-картер приходится делать массивнее. Другие свойства алюминиевых сплавов:
-хорошая химическая стойкость;
-неплохие прочностные свойства;
Механические свойства приведены в таблице 1:
Таблица 1 — механические свойства материалов

Кмк, толковая статья
Главное — удивлять! Если в конце прошлого столетия это удавалось с помощью систем стабилизации и нехитрой салонной электрики, то теперь автомобиль все больше превращается в квинтэссенцию электронных технологий. Активное рулевое управление, системы контроля за слепыми зонами и разметкой, бортовая мультимедиа с множеством функций. Еще недавно все это было прерогативой исключительно представительских моделей, но сейчас стремительно идет «в народ», в массы. Общие тенденции, прогресс, жесткая конкуренция… А ведь есть еще постоянно ужесточающиеся экологические требования. Плюс борьба «с лишним весом» и необходимость отвечать стандартам пассивной безопасности. Передовые технологии и деньги, деньги… На разработку, на внедрение. Автопроизводителям есть от чего схватиться за голову.
В итоге современный автомобиль по цене должен отличаться от своего предшественника из 90-х, как истребитель пятого поколения от истребителя четвертого, то есть в 3-5 раз. Он, конечно, дорожает, но никак не такими темпами. Где-то, меняя генерацию, его стоимость увеличивается на 10%, а то и всего на 5%.
Само собой, у компаний имеются мощные рычаги, чтобы поддерживать такую «ползучую инфляцию». Например, объединение друг с другом при разделении обязанностей. Или передача разработки отдельных узлов/агрегатов/систем небольшим фирмам без финансовых амбиций. Бэджинжиниринг! В конце концов, унификация по мелочам. Самое страшное, что в подобной ситуации может ожидать потребителя, это двигатель или коробка передач на «немце»-«американце», как у знакомого на «японце». Либо клавиши-кнопки на вашем «премиуме» будто у соседского «ширпотреба». Согласитесь, не смертельно. Однако ради экономии производители задействуют весь свой конструкторский и технологический потенциал, посягая на святое — ресурс и надежность мотора.
Вес решает все
Сейчас сложно сказать, кто первым задумался о глобальном снижении веса двигателя с помощью применения при изготовлении блока цилиндров алюминия, а не чугуна. Наверное, конструкторы мечтали об этом с самого момента изобретения ДВС. Все-таки прочный и дешевый чугун почти втрое тяжелее крылатого металла, коррозионно нестоек, имеет значительно меньшую теплопроводность, отчего таким агрегатам требуются более объемные системы охлаждения.
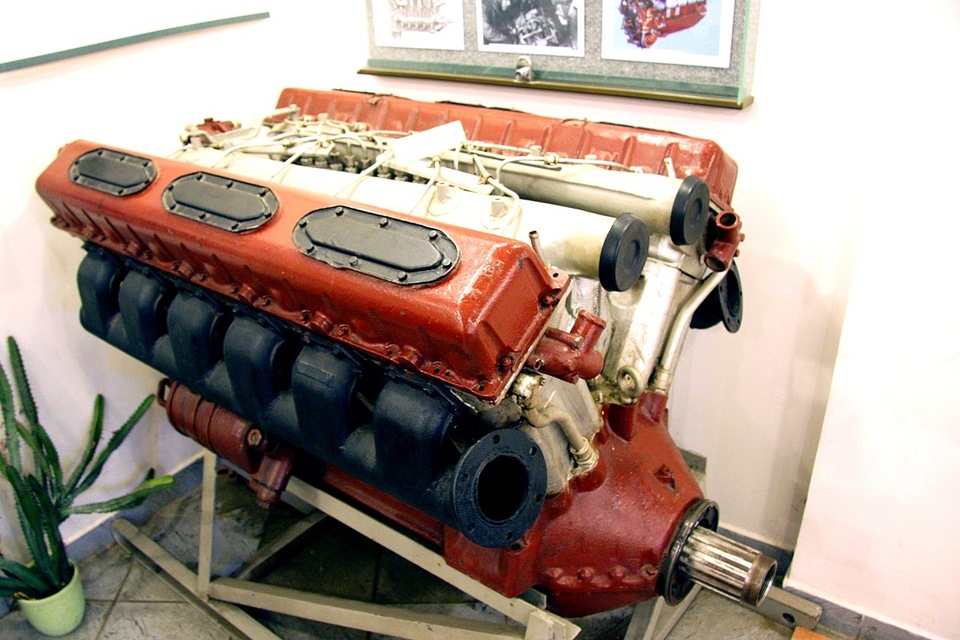
Известно лишь, что к 30-м годам прошлого века двигатели из алюминия со вставленными в них мокрыми чугунными гильзами, где между ними и телом блока находилась охлаждающая жидкость, уже использовались на некоторых гоночных автомобилях. К середине минувшего столетия эта конструкция стала перебираться на конвейеры (один из характерных примеров — мотор Москвича-412). Однако повсеместно чугун (как основной материал) не вытеснила, поскольку была технологически сложной и имела ряд недостатков — низкую жесткость блока, повышенную нагрузку на гильзы, склонность к «продуванию» прокладки при небольшом перегреве.
В конце 60-х — начале 70-х вернулись к привычной схеме с сухими гильзами, помещенными в тело блока без каналов для антифриза. Только, естественно, вместо чугуна для блока выбрали алюминий. Говорят, пионером была Honda. Если это и не так, то верится охотно. Почему этого не сделали ранее? Запрессовка чугунной детали на горячую с натягом в куда менее прочный алюминий — технологически очень сложный процесс. К тому же у этих металлов различен коэффициент температурного расширения — при нагреве мотора между гильзой и блоком мог появляться зазор. Зато «болванка» двигателя получалась жесткой. Впрочем, как и при использовании чугуна. Но, разумеется, с внушительной экономией в весе. Ближе к нынешнему столетию технологии пошли дальше. Запрессовку гильз сменило отливание блока вокруг них. На вид они как будто вплавлены в алюминий. И если первый способ позволял выпрессовывать и менять гильзы, а некоторые производители предлагали их ремонтные размеры, то второй в ряде случаев официально подобное не допускает. Одна из приверженцев такой конструкции — компания Toyota, первые серийные опыты ставившая в 1997 году. Тем не менее, еще раньше иные фирмы экспериментировали с блоками, вообще лишенными гильз.


Гильзы? Зачем они?
Заманчивая перспектива — уйти от использования чугуна и гильз, исключив таким образом запрессовку или литейные формы, также обойдя разность температурных характеристик двух материалов и сделав отвод тепла из цилиндров куда более интенсивным. Проще в производстве, наверняка дешевле. Может быть, еще и ресурснее? Надо лишь как-то упрочнить зеркало цилиндра, а то стальными кольцами да по голому алюминию…
Опять же, трудно сказать, кто и когда ставил первые опыты и вообще задумался об этом, как у нас сейчас принято говорить, «нанопокрытии». Якобы еще в 60-х ведущие производители спортивных моторов, вроде Cosworth, экспериментировали с различной обработкой поверхностей цилиндров. Но серийный дебют безгильзового двигателя известен. Он состоялся в 1971 году на Chevrolet Vega. Блок его 2,3-литровой «четверки» выполнялся из алюминиевого сплава с 17% кремния. Интенсивное охлаждение зеркала цилиндра позволяло этому материалу кристаллизовываться в указанной области, а травление там же кислотами вымывало молекулы алюминия, делая стенку максимально твердой. По ней, как по чугуну, уже могли работать поршневые кольца. Это было достижение! Которое, увы, перечеркнули банальные проблемы. Из-за просчетов в системе охлаждения мотор легко перегревался. Гарантированно «убивало» его и масло, к замене которого в Штатах всегда относились слишком вольно. Да наверняка и сами жидкости того времени не могли обеспечить качественной смазки.

В общем, первый серийный «одноразовый» двигатель стал заложником не технологий, исключавших его восстановление, — обычных эксплуатационных грехов, характерных для любого агрегата. Поэтому ориентированную на зеркало цилиндров кристаллизацию кремния со счетов не списали. К концу 80-х на вооружение ее взяли европейские производители. Позже метод усовершенствовали. Появились алюминиевые гильзы, которые насыщали кремнием отдельно, доля последнего возросла до 27%.

В начале 90-х из спорта на конвейеры пришла еще одна технология упрочнения зеркала цилиндра — гальваническим нанесением состава из никеля и карбида кремния (больше известна под названием Nikasil). Этим, в частности, «увлекались» BMW, Audi, Jaguar. Причем баварцы не ограничились только лишь поверхностями трения — около десяти лет назад у них появился «биметаллический» мотор. Его гильзы выполнены из алюминия, все остальное — из магниевого сплава, который еще легче. Словом, эксперименты с металлами и покрытиями продолжаются. Среди них, например, плазменное напыление составов на основе железа или лазерное легирование тем же кремнием. В перспективах — нанесение на стенки цилиндров нитрида титана.

Ремонт всегда возможен
Все эти «нанотехнологии» позволили не только выиграть в весе, исключив тепловые сочетания разных металлов. Презентуя их, производители заявляли о том, что они сделают моторы ресурснее. В теории все верно. Кремний и никель тверже и, соответственно, износоустойчивее чугуна. На практике же эксплуатация полностью алюминиевых двигателей оказалась не столь радужной. Первые разочарования пришли в середине 90-х годов. Баварские «шестерки» и «восьмерки» объемом от 2,0 до 4,0 л (серий M52 и M60) с никель-кремниевым покрытием, продававшиеся в США, Англии, Восточной Европе и тем более попадавшие в Россию, задолго до 100 тыс. км удивляли владельцев износом блока. Как выяснилось, сера, которой было богато топливо в этих странах, вступала в реакцию с покрытием и разрушала его. При этом официально двигатели считались неремонтопригодными. После такого скандала в BMW от «Никасила» отказались. Но ограниченно и, похоже, с измененной формулой он все еще используется в спорте, например, на мотоциклах Suzuki.

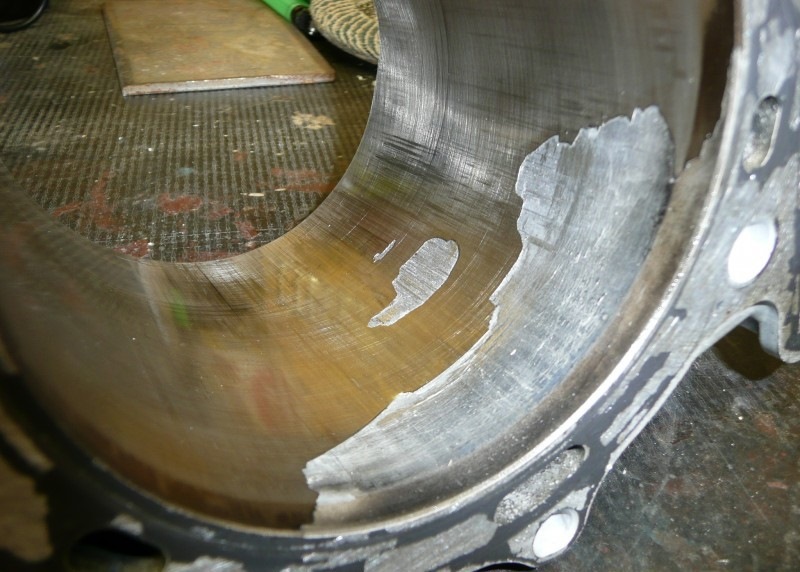
Что же другие ноу-хау? Можно говорить о пробеге в 300-350 тыс. км, вне зависимости от того, идет ли речь об упрочнении зеркал цилиндров кремнием либо плазменным напылением каких-то составов. И, увы, зависимость ресурса от рабочего объема уже не столь показательна, как ранее. Так, бензиновые более чем 4-литровые V8 у VAG и Porsche, бывает, изнашиваются к 300 тысячам. Вспомним, что иные полностью чугунные или с гильзами из этого металла полуторалитровые моторчики ходили и дольше. А как забыть ресурсные подвиги некоторых японских агрегатов, живших без смены поршневых колец по 700 и даже 800 тыс. км? Причем три сотни для современных двигателей еще не «предел». Иные установки, как, например, FSI и TFSI у Audi, готовы сдаться до 200 тыс. км, а иногда даже сразу после ста. И это зачастую при соблюдении интервалов замены масла (которые у нас нужно сокращать вдвое против заводских) и допусков производителей по нему же (что особенно необходимо в отношении «немцев»). Тем более «одноразовый» блок может приговорить жесткое механическое воздействие, скажем, поломка поршневых колец или что посерьезней. Цена вопроса колеблется очень сильно. Блоки каких-нибудь «четверок» могут стоить в пределах 75-150 тыс. руб. Но нечто V-образное способно оцениваться и в 500 тысяч. Дорого, а иногда просто несоразмерно стоимости подержанного автомобиля.

Альтернатива есть! Не скажем когда конкретно, однако точно более десяти лет назад в некоторых российских сервисах освоили технологию гильзования алюминиевых блоков. Конечно, это более сложная операция, чем если бы речь шла о чугунных деталях. Тем не менее, это единственный вариант в случаях, когда покупка бэушного мотора рискованна или финансово невыгодна. На часть двигателей есть ремонтные алюминиевые гильзы и поршни. Можно изготовить их самостоятельно — заготовки предлагаются. В конце концов, всегда реально подобрать чугунную гильзу от какого-нибудь «левого» агрегата и расточить ее под новые поршни от ремонтируемого двигателя. Самый простой и популярный способ! А уж посадить один металл в другой наши механики не боятся. Стоимость операции, разумеется, будет сильно зависеть от региона и двигателя. Например, в крупных городах гильзовка иной «восьмерки» обойдется в 40 тыс. руб., а «четверку» в провинции можно «оживить» и за 5 тысяч. Естественно, без учета гильз и других запчастей ЦПГ. И все равно не сравнить с ценами на новые блоки. Да что там, напылением специальных составов у нас восстанавливают даже постели коленвалов, поврежденные проворотом вкладышей. Как отмечают мастера, редко попадается блок, который нельзя было бы вернуть в рабочее состояние.
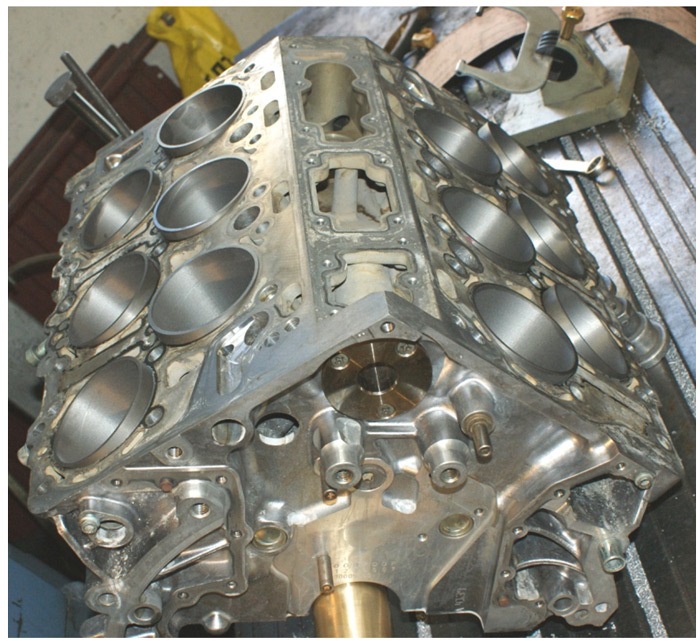

ГРМ в группе риска
Незаметно вместе с современными моторами в нашу жизнь вошел и хороший масляный аппетит. Объяснимо! Ради максимального облегчения поршни выполнены компактными, Т-образными. Из-за этого колечки на них тоненькие, уже не способные качественно снимать излишки смазки. В итоге, если еще недавно 1,5-2 л угоревшего масла на 10 тыс. км говорили либо о езде на повышенных оборотах, либо о проблеме с колпачками/кольцами, то теперь это в порядке вещей. Особо отличается ряд моторов VAG и BMW, чей расход способен достигать до полулитра-литра на тысячу. При этом некоторые баварские двигатели уже лишили масляного щупа. За уровнем следит датчик, на чьи показания можно полагаться далеко не всегда… Ждем продолжения от других компаний?

Все это логичные, с поправкой на маркетинг, результаты эволюции ДВС. Но как объяснить то, что происходит с цепным приводом газораспределительного механизма (ГРМ)? Цепь уж точно вернулась в двигатели для того, чтобы с механизмом газораспределения было меньше проблем, а у владельцев меньше трат. Производители так и заявляют — она рассчитана на весь срок службы. Чересчур смелая оценка! Но справедливости ради заметим — у некоторых компаний (BMW, Nissan, Toyota) цепь действительно «ходит» под 200 или даже за 250 тыс. км. Чаще же 100-120 тысяч являются той чертой, за которой эксплуатация автомобиля становится неприятной или невозможной — из-за растянувшейся цепи «уплывают» фазы. Двигатель троит либо попросту не заводится.
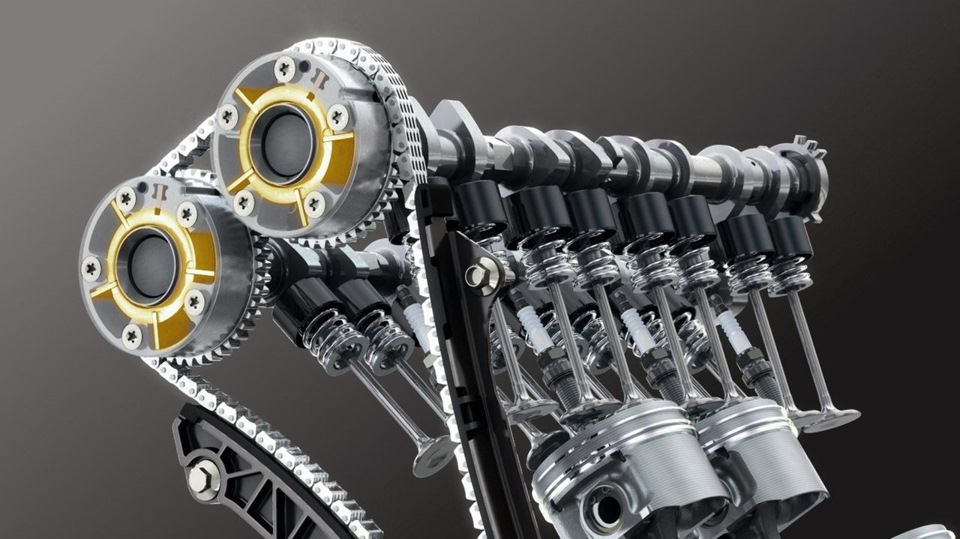
Встречаются и совсем вопиющие случаи. Так, у известных фольксвагеновских VR6 (Touareg с ними наиболее популярны) цепь может растянуться и до 80 тыс. км. А после или перескочить через зубья, или даже порваться. С вполне характерным для современных моторов результатом — «братской» встречей клапанов с поршнями. Причем замена цепи усложняется тем, что ГРМ расположен с тыльной стороны двигателя, для чего агрегат приходиться снимать. Та же во всех отношениях ситуация с баварской турбодизельной «четверкой» объемом два литра. Ресурс цепи может быть около 80 тыс. км, при растяжении она перескакивает либо рвется, расположен механизм «позади» мотора. Аналогичный результат у, опять же, популярной мерседесовской бензиновой установки объемом 1,8 л готов наступить раньше — после 60 тыс. км. Точь-в-точь как на корейских дизелях, которые устанавливались на Sorento и Santa Fe (2,2 и 2,5л.). На этом фоне FSI/TFSI от VAG выглядят чуть ли не идеально — к растяжению и перескоку цепи нужно готовиться после 100 тысяч. Toyota и вовсе безупречна. На ее агрегатах цепь, если рано иногда и растягивается, то хотя бы остается на зубьях. Но и без восстановления «головки» получается дорого. На отдельных моторах ее замена обойдется и в 30, и в 40, и даже в 100 тыс. руб. Не ремень — нужно менять вместе с шестернями, а они теперь «облагорожены» фазовращателями.
Что же касается общих тенденций развития ГРМ, то они в целом безрадостные. Сейчас уже не эксклюзив шестерни, держащиеся на коленвале только за счет момента затяжки болта — без привычной шпонки. Экономия на ее пазу? Встречается, пусть и редко, противоположная конструкция, где звездочка ГРМ выполнена с коленчатым валом как единое целое. Замена цепи сродни «капиталке»? Входят в обиход не литые из чугуна — полые распредвалы с запрессованными по шлицам кулачками. Когда начнут разбалтываться и соскакивать? И как со всем этим жить дальше, покупая колесную «бэушку»?
Сервисная книжка нам всем в помощь. Увы, зачастую только содержащаяся в ней информация способна описать те процедуры, через которые прошла машина, гарантировать реальность пробега и, соответственно, остаточный ресурс двигателя. Благо, что вторичный рынок автомобилей сейчас достаточно богат на экземпляры, когда-то купленные у дилеров. А вот к «серому» предложению, появляющемуся в России особенно после немецкой «автобанной» эксплуатации, нужно относиться предельно осторожно. Все-таки не 90-е, когда какая-нибудь «бэха» могла годами ходить по рукам и никак не хотела «умирать». Поэтому только комплексная диагностика, не исключая оценку состояния ЦПГ с помощью эндоскопа, причем у знакомых с моделью специалистов, поможет сделать правильный выбор. По-другому теперь никак.
«Недавно узнал, что в Toyota Camry 2017 г.в. устанавливается бензиновый двигатель объемом 2,5 л (код 2AR-FE) с алюминиевым блоком цилиндров и чугунными гильзами. Я думал, что уже практически не выпускаются двигатели с чугунным блоком цилиндров или хотя бы с чугунными гильзами. Хотелось бы узнать, какие еще современные производители автомобилей применяют аналогичные двигатели, на каких моделях они устанавливаются».

Не так давно мы уже отвечали на вопрос о «чугунных» моторах, правда, в сегменте «бюджетников». И тогда упоминали, например, двигатели Renault: 8-клапанный К7М и 16-клапанный К4М объемом 1,6 л имеют чугунный блок. Да, им сто лет в обед, они остались в производстве лишь ради бюджетных моделей (прежде всего «логановского» семейства) только на рынках развивающихся стран. Ведь европейские Dacia Logan & Co уже вовсю оснащаются турбированными движками 0.9T. Да и в нашем регионе 16-клапанник уступает место более современному «ниссановскому» HR16DE с алюминиевым блоком, производство которого налажено в Тольятти. Но 8-клапанный К7М пока в строю. Это же относится и к 2,0-литровому F4R, который устанавливают на Duster и Kaptur.

Чугунный блок имеют и двигатели ВАЗ. И не только выпускаемые уже не первый год 8- и 16-клапанные (ВАЗ-21116 и ВАЗ-21126 соответственно) версии объемом 1,6 л, которыми оснащаются современные модели Lada. На базе последнего мотора построен и новый ВАЗ-21179 объемом 1,8 л и мощностью 122 л.с., который сейчас устанавливается на Vesta и XRay. Двигатель имеет другие поршни, коленвал, усовершенствованную систему охлаждения, а также оснащен системой изменения фаз газораспределения на впуске, но блок по-прежнему чугунный.

Положим, ВАЗ занимается дальнейшим развитием старых конструкций, а можно ли увидеть чугун в современных моторах? Да! И пример тому — знаменитый Ford EcoBoost объемом 1,0 л, предназначенный для моделей Fiesta, Focus, B-MAX, C-MAX, Mondeo и т.д. Его трехцилиндровый блок отлит не из алюминия, а из чугуна, что позволило снизить необходимое для прогрева количество энергии на 50% и сократить расход топлива. Это официальная версия, а злые языки утверждают, что сделано это еще и для повышения жесткости блока.

При этом двигатель имеет сложную конструкцию, включающую целый ряд интересных технических решений. Так, для оптимизации температурного режима используется разделенная система охлаждения с двумя термостатами. Выпускной коллектор, интегрированный в головку блока цилиндров, снижает температуру выхлопных газов, оптимизируя работу двигателя в широком диапазоне оборотов. Чтобы снизить вибронагруженность трехцилиндрового мотора, применена новая схема балансировки, а низкофрикционный зубчатый ремень в масляном тумане с динамическим натяжителем призван сделать работу двигателя очень тихой. Для обеспечения «незамедлительной» тяги уже с низких оборотов используются малоинерционная турбина Continental и система независимого изменения фаз впуска и выпуска, также применен непосредственный впрыск топлива. Несмотря на всю «навороченность» и довольно высокую степень форсировки, двигатель оказался достаточно надежным и ресурсным.

Opel также имеет современный двигатель с чугунным блоком цилиндров. Это 1.6 SIDI (A16XHT/A16SHT), увидевший свет в 2013 году. Его можно встретить на моделях Astra и Insignia в версиях мощностью 170 и 200 л.с. Двигатель оснащен турбиной Garrett, непосредственным впрыском топлива, балансирными валами, системой изменения фаз газораспределения и цепным приводом ГРМ. К слову, чугунный блок имеют и более «возрастные» атмосферные моторы 1.6 (Z16XER/A16XER) и 1.8 (Z18XER/A18XER), которые до недавнего времени ставились практически на весь легковой модельный ряд Opel.

Современные двигатели VW, как правило, изготовлены по схеме «алюминиевый блок + чугунные гильзы». Пример — представители семейства ЕА211 (1.0 TSI, 1.2 TSI, 1.4 TSI, 1.6 MPI), знакомые по моделям VW Polo, Golf, Tiguan и Passat, Skoda Rapid, Octavia и т.д. Хотя их предшественники серии ЕА111 имели чугунный блок. А вот двигатели семейства EA888 (1.8 TSI/TFSI и 2.0 TSI/TFSI) его сохранили. Эти моторы можно увидеть под капотом VW Passat, Tiguan, Audi A4, Skoda Octavia, Superb, Kodiaq и т.д.

Относительно современными можно назвать нынешние двигатели Subaru: семейство FB было представлено в 2010 году. С учетом того, что предшествующее семейство EJ продержалось в производстве более 20 лет, можно предположить, что нынешние японские «оппозиты» задержатся в модельном ряду Subaru надолго. Как и у предшественников, блок цилиндров отлит из алюминия, но гильзы чугунные.

Само собой, мы рассказали не обо всех производителях и модификациях двигателей с чугунным блоком или гильзами. Но и приведенные примеры наглядно демонстрируют, что полностью от тяжелого металла инженеры не спешат отказываться даже в случае с очень «продвинутыми» моторами. С точки зрения ресурса самого «железа» это, безусловно, неплохо. Но еще раз пройдитесь по списку указанных моторов: к числу беспроблемных многие из них не относятся, так как серьезных проблем с надежностью достаточно по другим узлам и системам.
http://auto-dig.ru/iz-kakogo-metalla-sdelan-dvigatel-avtomobilya/
Источник Источник http://websvarka.ru/talk/topic/11617-materialyprimeniaemye-v-avtomobilestroenii/
Источник http://9726552.ru/iz-kakogo-metalla-sdelan-dvigatel-avtomobilja/